Struggling with tough materials? Wasting money on tools that break? You need the right end mill for your specific job to get ahead.
The best carbide end mill depends on your material. For hardened steel, use an S-grade matrix with a TiSiN coating. For titanium, an S-grade with a sharp, passivated edge is key. The right combination of matrix, coating, and geometry solves the problem.

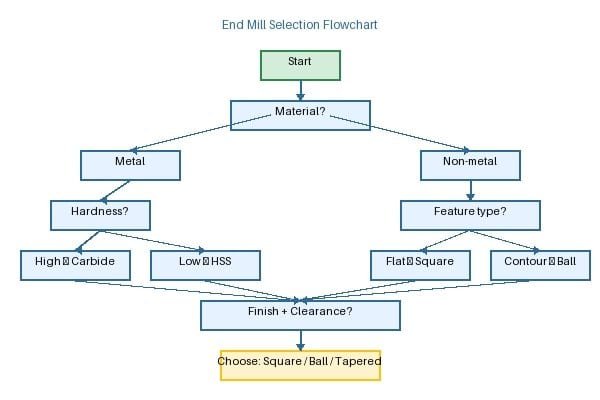
Choosing the right tool seems complex. But it really comes down to understanding a few key parts. Let's break it down so you can make the best choice for your shop every time. I've seen countless customers transform their operations just by getting this one thing right.
First, Why Is Carbide the Only Choice for These Demanding Industries?
Are standard tools failing on tough jobs? The constant breakage and poor finish are costing you time and money. Carbide is the answer for these challenges.
Carbide, or tungsten steel, offers unmatched hardness and wear resistance1. It maintains its cutting edge at high temperatures where other materials fail.2 This makes it essential for machining tough alloys and hardened steels efficiently, providing precision and longer tool life.

When we talk about carbide end mills, we are really talking about two main families of tools. I help my customers decide between them every day.
1. Solid Carbide End Mills
These tools are made from a single, solid piece of carbide. Think of it as the ultimate in performance. Because the entire tool is made from this super-hard material, it has incredible stiffness.3 This means less vibration, which is critical for achieving tight tolerances and a mirror-like surface finish4. The design allows for very complex cutting geometries, like high-helix flutes that pull chips out of deep pockets smoothly. The downside is the cost. They are more expensive upfront and require professional re-sharpening. I typically recommend these for high-precision jobs, micro-machining, or when the final surface finish is the most important factor.
2. Indexable Carbide End Mills
These are the workhorses for heavy-duty and large-diameter work. The tool body is made of strong steel, and you mount small, replaceable carbide inserts at the cutting end. The big advantage here is cost-effectiveness. When an edge gets dull, you just rotate or replace the small insert, not the whole tool. The same tool body can hold different types of inserts, making it very versatile for different materials. However, this two-piece construction is slightly less rigid than a solid tool, and there can be tiny errors in how the insert sits. I suggest these for roughing, face milling, and jobs where removing a lot of material quickly is more important than achieving a perfect finish.
In Aerospace, How Do You Machine 'Gummy' Titanium Without Breaking the Bank?
Is machining titanium a nightmare for you? The material sticks to your tool, causing premature wear and failure. This is a common, expensive problem in the industry.
To machine 'gummy' titanium, use a carbide end mill with an S-class grade. This specific matrix has an ultrafine grain structure. It provides the high toughness needed to resist chipping and thermal shock, extending tool life and reducing your costs.

Titanium is a fantastic material for aerospace parts, but it’s tough to work with. It generates a lot of heat during cutting, but it doesn't conduct that heat away very well5. All that heat stays concentrated right at the cutting edge, which can cause the tool to fail quickly. The material also has a tendency to "gum up" and weld itself to the tool tip6.
This is where the tool's core material, or matrix, becomes critical. For materials like titanium and other heat-resistant superalloys, we always specify an S-class carbide grade7. This grade is special because it's made from ultrafine or even nano-sized tungsten carbide grains8. This fine structure gives the tool an incredible combination of high hardness and superior toughness. It can handle the intense heat without losing its edge, and it’s tough enough to resist the micro-chipping that happens when cutting such a demanding material. Matching this S-class matrix with the right coating and a sharp cutting edge is the secret to taming titanium.
For Medical Devices, How Can You Achieve a Perfect, Burr-Free Finish on Stainless Steel?
Are burrs on stainless steel parts ruining your finish? Secondary deburring operations are slow and costly. You need a tool that cuts cleanly from the start.
For a perfect, burr-free finish on stainless steel, focus on the end mill's geometry. A high helix angle (like 40°+) ensures a smooth shearing action. A precision-passivated (micro-rounded) cutting edge prevents micro-chipping, delivering a flawless surface every time.

In the medical industry, the surface finish isn't just for looks; it's a functional requirement9. A part with burrs is a rejected part, period. When I work with medical device manufacturers, we focus almost entirely on the end mill's geometry.
First, we look at the helix angle. Think of it like slicing a tomato. A straight chop smashes it, but a long, angled slice is clean. A higher helix angle on an end mill, like 40 or 45 degrees, works the same way. It creates more of a shearing or slicing action as it cuts, which reduces cutting forces and leaves a much smoother surface.10
Second, and just as important, is the cutting edge preparation. A brand new, freshly ground cutting edge looks sharp, but under a microscope, it has tiny, brittle imperfections. These can easily chip away, creating a rough surface and burrs. We use a process called passivation, which creates a tiny, controlled rounding of the edge. This micro-rounding makes the edge much stronger and more stable.11 It eliminates those weak spots, so the tool cuts cleanly for its entire life, giving you that perfect, burr-free finish medical parts demand.
In Mold Making, What's the Fastest Way to Cut Hardened Steel (55+ HRC)?
Is machining hardened tool steel slowing down your production? Standard tools wear out almost instantly. You need a solution for high-speed, hard milling.
The fastest way to cut hardened steel is with a carbide end mill that has an advanced coating. A TiAlN or AlTiN coating is great for high-heat, dry cutting. For extreme hardness (60+ HRC), a TiSiN nano-composite coating is the top choice.

Mold makers live and die by speed and precision. When you're cutting steel that's already been hardened to 55, 60, or even 65 HRC, you are pushing the tool to its absolute limit. The key to winning this battle is the tool's coating. A coating is a super-thin, super-hard film that acts like armor for the carbide underneath.
For most hard milling, we start with a TiAlN (Titanium Aluminum Nitride) coating. What makes this coating special is its behavior at high temperatures. As it heats up from cutting, it forms a microscopic layer of aluminum oxide on its surface. This layer is incredibly hard and acts as a thermal barrier, protecting the carbide from the intense heat. This allows you to run the machine much faster, often without any coolant.
For the absolute toughest jobs, like cutting steel over 60 HRC, we recommend a TiSiN (Titanium Silicon Nitride) coating. This is a more advanced nano-composite coating that is even harder and more resistant to heat than TiAlN. It's the ultimate solution for high-speed finishing of hardened molds.
Can You Give Me a Quick Chart to Match My Industry's Material to the Right Carbide Solution?
Feeling overwhelmed by all the options? It's hard to remember every detail. You just need a simple guide to make the right choice quickly.
Yes, here is a simple guide. Match your industry's common material to the ideal carbide grade (matrix), coating, and key geometric feature. This chart will help you quickly select the best end mill for your specific application and get better results.
Over the years, I've found that most machining challenges can be solved by getting the three main elements right: the carbide matrix, the coating, and the cutting geometry. To make it easier for our customers, I've put together this quick reference table. Think of it as a starting point. Your specific machine, material batch, and part requirements might need some fine-tuning, but this will get you 90% of the way there. This is the same logic our application engineers at NV-Tool use when recommending a tool. Use this chart to narrow down your options and make a more informed decision for your next job.
| Industry / Material | Recommended Matrix (Grade) | Best Coating | Key Geometry Feature |
|---|---|---|---|
| Aerospace / Titanium | S-Class (Ultrafine Grain) | TiAlN | Sharp, Passivated Edge |
| Medical / Stainless Steel | M-Class (General Purpose) | AlTiN | High Helix Angle (40°+) |
| Mold & Die / Hardened Steel (55+ HRC) | S-Class | TiSiN or TiAlN | Rugged Edge Prep |
| General / Cast Iron | K-Class (Coarse Grain) | Uncoated or TiN | Strong, Negative Rake |
| General / Aluminum | K-Class | Diamond (DLC) or Uncoated | Polished Flutes, High Helix |
Conclusion
Choosing the right carbide end mill is about matching the matrix, coating, and geometry to your material. Get this system right, and you will solve your toughest machining problems.
"Wear Characteristics of WC-Co Cutting Tools Obtained by the U ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12387649/. The source documents the high hardness and wear resistance of cemented tungsten carbide as a cutting-tool material, supporting its use in demanding machining applications. Evidence role: general_support; source type: education. Supports: Carbide offers very high hardness and wear resistance for demanding cutting tools.. Scope note: The source may support carbide’s general material advantages rather than proving it is literally unmatched in every application. ↩
"Influence of Cemented Carbide Composition on Cutting ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC7602276/. The source explains that cemented carbide retains hardness and cutting performance at elevated temperatures better than many conventional tool materials, supporting the claim about hot cutting conditions. Evidence role: mechanism; source type: education. Supports: Carbide maintains useful cutting-edge hardness at elevated machining temperatures.. Scope note: This supports relative hot-hardness behavior, not guaranteed performance under all machine settings or materials. ↩
"[PDF] Abstract - UPCommons", https://upcommons.upc.edu/bitstreams/e131c055-f411-445d-bb74-b796ea415bcd/download. The source gives mechanical-property data for cemented carbide, including its high elastic modulus relative to steel, supporting the claim that solid carbide tools are comparatively stiff. Evidence role: mechanism; source type: education. Supports: Solid carbide end mills can have high stiffness because cemented carbide has a high elastic modulus.. Scope note: Stiffness of a finished end mill also depends on diameter, overhang, flute geometry, and toolholding. ↩
"Minimization of Surface Roughness and Tool Vibration in CNC ...", https://www.academia.edu/51944335/Minimization_of_Surface_Roughness_and_Tool_Vibration_in_CNC_Milling_Operation. The source shows that cutting-tool vibration and chatter degrade dimensional accuracy and surface finish in milling, supporting the link between reduced vibration, tolerances, and finish quality. Evidence role: mechanism; source type: paper. Supports: Reducing vibration in milling helps improve dimensional accuracy and surface finish.. Scope note: It supports the general vibration–surface-quality relationship, not a specific finish level for the tool described. ↩
"Analysis of Tool Wear in Finish Turning of Titanium Alloy Ti-6Al-4V ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11721966/. The source reports titanium’s relatively low thermal conductivity and explains that this property contributes to heat concentration near the cutting zone during machining. Evidence role: mechanism; source type: paper. Supports: Titanium has low thermal conductivity, causing heat to remain concentrated near the cutting edge during machining.. Scope note: Actual cutting temperature also depends on cutting speed, feed, coolant, tool geometry, and alloy grade. ↩
"Analysis of Secondary Adhesion Wear Mechanism on Hard ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC6630554/. The source describes adhesion, built-up edge formation, or welding tendencies during titanium alloy machining, supporting the claim that titanium can adhere to cutting tools. Evidence role: mechanism; source type: paper. Supports: Titanium alloys can adhere to or form built-up edge on cutting tools during machining.. Scope note: The severity of adhesion varies with titanium alloy, tool coating, speed, lubrication, and cutting environment. ↩
"Superalloy machining - Iscar.", https://www.iscar.com/en-hq/technical-articles/year-2021/superalloy-machining. The source explains the ISO application classification for carbide cutting tools and identifies the S group as intended for heat-resistant superalloys and titanium alloys, supporting the article’s use of S-class terminology. Evidence role: definition; source type: institution. Supports: S-class carbide grades are associated with machining titanium and heat-resistant superalloys.. Scope note: ISO application groups classify intended use broadly and do not by themselves specify the optimal proprietary carbide grade for a given operation. ↩
"Wear Characteristics of WC-Co Cutting Tools Obtained by the U ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12387649/. The source reviews ultrafine-grained cemented carbides and relates reduced WC grain size to high hardness and improved edge strength or toughness in cutting-tool applications. Evidence role: mechanism; source type: paper. Supports: Ultrafine or nano-grained tungsten carbide structures can improve cutting-tool hardness and toughness characteristics.. Scope note: The hardness–toughness balance also depends on cobalt content, binder chemistry, sintering, and coating system. ↩
"Cleanability of Metal Surface Finishes Found in Medical Devices ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9767432/. The source explains that surface roughness and surface integrity affect medical-device performance, including cleanliness, friction, fatigue, or biological response, supporting the claim that finish has functional significance. Evidence role: expert_consensus; source type: institution. Supports: Surface finish is a functional requirement for many medical devices, not merely an aesthetic feature.. Scope note: Functional surface-finish requirements vary by device type, material, implant location, and applicable standard. ↩
"Single and multi-objective optimization for cutting force and surface ...", https://www.sciencedirect.com/science/article/abs/pii/S1526612522003966. The source reports the influence of helix angle on milling mechanics, showing that higher helix angles can change chip formation and reduce cutting forces or improve surface roughness under specified conditions. Evidence role: mechanism; source type: paper. Supports: A higher end-mill helix angle can promote smoother shearing action, lower cutting forces, and improved surface finish.. Scope note: The effect is conditional on tool diameter, flute count, material, radial engagement, and cutting parameters. ↩
"Importance of Cutting Tool Edge Preparation - Exactaform", https://www.exactaform.com/blog/the-importance-of-edge-preparation. The source discusses cutting-edge preparation for carbide tools and shows that controlled edge rounding can reduce edge chipping and improve tool-life stability. Evidence role: mechanism; source type: paper. Supports: Controlled micro-rounding or passivation can strengthen a cutting edge and reduce micro-chipping.. Scope note: Excessive rounding can increase cutting forces, so the support applies to controlled micro-geometry rather than all edge radii. ↩