Struggling to choose the right milling cutter from a massive catalog? Picking the wrong one wastes time, ruins parts, and costs you money. Let's simplify it with 5 key features.
A milling cutter, or end mill, is a rotary cutting tool with sharp edges on its sides and end.1 It's used in a milling machine to cut metal, plastic, and other materials. The 5 key features—flute count, helix angle, material, coating, and shape—determine its specific job.

It sounds simple, but those features are where the magic happens and where you can gain a real performance edge. For years, I've helped customers match these features to their specific jobs, and it makes all the difference. Let's break down each one so you can pick the perfect tool for your machine every single time. We'll start with the most visible feature: the number of flutes.
How Many Flutes Should My Cutter Have? (The Speed vs. Finish Trade-off)?
Do you grab a 2-flute or a 4-flute without really knowing why? This simple guess can lead to clogged chips, a terrible surface finish, or painfully slow cycle times.
Fewer flutes (like 2) are best for soft materials like aluminum because they have large openings for chips to escape.2 More flutes (4 or more) provide a better surface finish and are used for harder materials like steel3, allowing for faster feed rates and a stronger tool core.
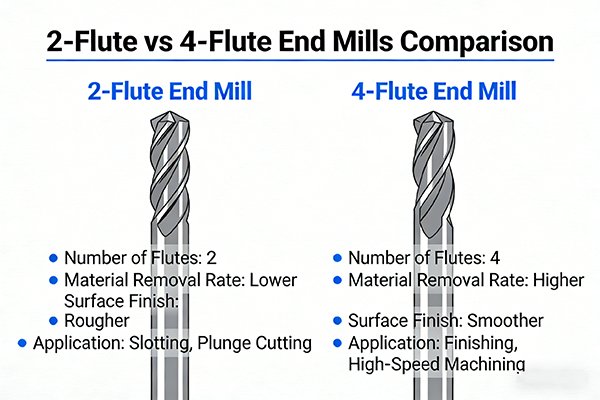
The number of flutes on an end mill is a constant balancing act between two critical factors: chip evacuation and surface finish. Every flute has a cutting edge and a gullet, which is the space behind it. More flutes mean more cutting edges are engaged with the workpiece at any given time, which creates a smoother cut.4 However, it also means smaller gullets, leaving less room for chips to get out of the way. This is why the material you're cutting is the most important factor here. Soft, gummy materials like aluminum produce large, long chips.%20Introduction%20to%20Manufacturing%20Processes%20.pdf&stafftype=staffcourses)5 If those chips can't escape quickly, they'll pack up, break the tool, or even weld themselves to the part.6 That’s why we always recommend a 2 or 3-flute end mill for aluminum. Harder materials like steel produce smaller, more manageable chips, so you can use a 4, 5, or even 6-flute cutter for a better finish and a more rigid tool.
The Core Conflict: Chip Space vs. Cutting Edges
| Flute Count | Best For | Pros | Cons |
|---|---|---|---|
| 1-2 Flutes | Aluminum, Plastics, Wood | Excellent chip evacuation, prevents clogging | Weaker tool, lower feed rates, rougher finish |
| 3 Flutes | General Purpose (Al, Steel) | Good balance of chip removal and finish | Not the best at either extreme |
| 4+ Flutes | Steel, Stainless, Cast Iron | Superior finish, higher feed rates, stronger tool | Poor chip evacuation, risk of clogging in deep slots |
What Does Helix Angle Really Mean for My Cut? (From Aggressive Roughing to Fine Finishing)?
Have you ever looked at the spiral angle on your end mill and wondered what it actually does? Ignoring it can cause chatter, poor finishes, or even pull your workpiece right out of the vise.
The helix angle is the spiral of the cutting edges. A high helix angle (e.g., 45°) provides a smoother, shearing cut ideal for finishing.7 A low helix angle (e.g., 30°) has a stronger edge, is better for roughing, and creates less upward pull on the part.8
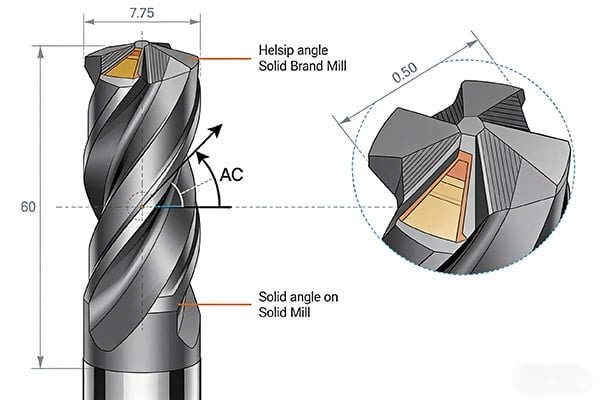
Think of the helix angle as the difference between chopping wood with an axe versus slicing a tomato with a sharp knife. A low helix angle is like the axe—it comes at the material more directly. This creates a very strong cutting edge that can take a beating, which is perfect for roughing out tough materials. It also produces less upward (axial) force, making it the go-to choice when you're machining thin-walled parts or have less-than-perfect workholding. On the other hand, a high helix angle is like the slicing knife. It engages the material with a gradual shearing action. This peels the chip away smoothly, resulting in a beautiful surface finish. It also directs more of the cutting force vertically up into the spindle, which can help reduce tool deflection and chatter in finishing operations. Most of our general-purpose tools at NV-Tool use a standard 35° helix, which gives a great balance for everyday jobs.
Shearing vs. Chopping: How the Angle Changes the Cut
| Helix Angle | Type of Cut | Best For | Key Characteristic |
|---|---|---|---|
| Low (0°-30°) | Chopping | Roughing, Hard Materials, Thin Walls | Strong edge, low axial force |
| Standard (30°-35°) | General Purpose | Steels, General Machining | Good balance of strength and finish |
| High (35°-60°) | Shearing | Finishing, Aluminum, High-Speed Machining | Excellent finish, directs force up |
Which Material Is Right for My Machine and Material? (Carbide vs. High-Speed Steel)?
Are you stuck choosing between a cheaper High-Speed Steel (HSS) tool and a more expensive solid carbide one? The wrong choice means slow speeds, constant tool changes, or a broken tool right in the middle of a cut.
Solid carbide end mills are extremely hard and wear-resistant, allowing for much higher speeds and feeds, especially in hard materials.9 High-Speed Steel (HSS) is tougher and less brittle, making it a good, economical choice for older machines or jobs with high vibration.10

This choice comes down to one thing: hardness versus toughness. Solid carbide, made from tungsten carbide, is incredibly hard. This means it can hold a sharp cutting edge at extremely high temperatures, which is exactly what happens when you're cutting metal at high speeds. It's the standard for modern CNC machining for a reason—it delivers performance. The trade-off is that it's brittle, like glass. If your setup has a lot of vibration or chatter, a carbide tool can easily chip or shatter. High-Speed Steel (HSS) is the opposite. It's a type of tool steel that is much tougher, meaning it can bend and absorb shock without breaking. This makes it great for older, less rigid manual machines or shaky setups. However, HSS isn't as hard and will lose its edge if it gets too hot, so you have to run it much, much slower. At our factory, we focus on producing premium solid carbide tools because for our B2B customers in production environments, the speed and tool life of carbide offers far greater value.
The Classic Showdown: Hardness vs. Toughness
| Tool Material | Hardness & Wear Resistance | Toughness (Brittleness) | Speed & Feed | Cost | Best Use Case |
|---|---|---|---|---|---|
| Solid Carbide | Very High | Low (Brittle) | Very High | Higher | Modern CNC, hard materials, high production |
| High-Speed Steel (HSS) | Medium | High (Tough) | Low | Lower | Manual mills, high vibration, general purpose |
Do I Really Need a Coated Cutter? (When Are Coatings Worth the Extra Cost?)?
Are you paying extra for coatings without knowing if they actually help you on the job? Using the wrong coating—or no coating at all—can slash your tool life and ruin your part's finish.
Yes, in most cases, you need a coating. Coatings add hardness, reduce friction, and provide a thermal barrier to protect the tool.11 This extends tool life and allows higher cutting speeds. An uncoated tool is typically only best for materials like aluminum where some coatings can react negatively.

Think of a coating as a micro-thin layer of armor for your cutting edge. This layer, which is only a few microns thick, is often harder and more resistant to heat than the carbide tool itself. This gives you three huge advantages. First, it increases surface hardness for better wear resistance. Second, it improves lubricity, meaning it's slicker, so chips slide off more easily instead of sticking to the tool. Third, it acts as a thermal barrier, insulating the carbide from the intense heat generated in the cut. The most common coating we sell is TiAlN (Titanium Aluminum Nitride). When it gets hot, it forms a layer of aluminum oxide, which is like ceramic, and it gets even harder and more protective.12 This is why it's a beast for cutting steel at high speeds. However, for aluminum, that same reaction can cause the aluminum from the workpiece to stick to the tool. That's why for aluminum, we almost always recommend an uncoated, brightly polished tool or a specialized DLC coating.
The Invisible Armor for Your Cutting Edge
- Uncoated (Bright): Best for aluminum, brass, and some plastics. It prevents "built-up edge," where workpiece material welds to the tool.
- TiN (Titanium Nitride): The classic gold coating. A good, basic, all-around coating for general machining of non-ferrous materials and softer steels.
- TiAlN (Titanium Aluminum Nitride): Our most popular choice. The aluminum creates a super-hard oxide layer at high temperatures. Perfect for high-speed machining of steel, stainless steel, and cast iron.
- AlCrN (Aluminum Chromium Nitride): Excellent toughness and heat resistance. Great for "gummy" materials like certain stainless steels and titanium alloys where chip welding is a problem.
- DLC (Diamond-Like Carbon): Extremely hard and slick. Specifically for non-ferrous, abrasive materials like graphite, composites, and high-silicon aluminum.
How Do I Combine These Features? (A Cheat Sheet for Common Milling Scenarios)?
Are you feeling overwhelmed trying to piece all this information together for your specific job? It’s easy to get lost in the details and still feel unsure about your final tool choice.
Combine features based on your material and operation. For roughing aluminum, use a 2-flute, high-helix, uncoated carbide end mill. For finishing steel, a 4-flute, standard-helix, TiAlN-coated carbide end mill is a great choice. The key is to match the tool's strengths to the job's demands.
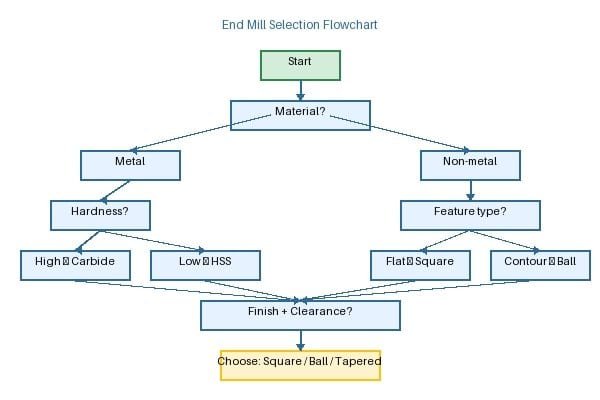
Putting it all together is where you become a pro. You don't pick these features in isolation; they have to work together as a system. For example, if you choose a high flute count for finishing steel, you know it will generate a lot of heat, so you must pair it with a high-performance coating like TiAlN that thrives under high temperatures. If you're hogging out a deep pocket in aluminum, you need the chip evacuation of a 2-flute tool, and you pair that with a high helix angle to help lift those big chips up and out of the cut. I've spent years on the factory floor and at trade shows helping clients build the perfect tool recipe for their application. It's a logical process of matching the tool's characteristics to the challenges of the material and the cut. To make it easier, I've put together a quick cheat sheet based on the most common scenarios we see.
Building Your Perfect End Mill: A Cheat Sheet
| Scenario | Material | Operation | Flute Count | Helix Angle | Material | Coating | Why It Works |
|---|---|---|---|---|---|---|---|
| Example 1 | Aluminum (6061) | Deep Slotting | 2-3 Flutes | High (45°) | Carbide | Uncoated or DLC | 2-3 flutes provide maximum chip room to prevent packing. A high helix shears the soft material for a great finish. Uncoated prevents material from sticking to the tool. |
| Example 2 | Mild Steel (1018) | Finishing Pass | 4-6 Flutes | Standard (35°) | Carbide | TiAlN | More flutes mean more cutting edges engaged, giving a mirror-like finish. A standard helix is a good balance. The TiAlN coating handles the heat of cutting steel at high speeds. |
| Example 3 | Stainless Steel (304) | Roughing | 4 Flutes | Standard (35°) | Carbide | AlCrN | Stainless is tough and gummy. 4 flutes provide strength. The AlCrN coating is tough and slick, preventing chip welding, which is a common problem with stainless steel. |
| Example 4 | Pre-hardened Steel | Contouring | 4-5 Flutes | Low (30°) | Carbide | TiAlN | A hard material requires a strong cutting edge, so a lower helix is better. More flutes add rigidity. TiAlN is essential for heat resistance when cutting hard materials. |
Conclusion
Choosing the right milling cutter isn't black magic. By understanding flutes, helix angle, material, and coating, you can confidently select the perfect tool for any job, improving your results.
"Module 13 :: Milling", https://archive.gfjc.fiu.edu/firearms/module13/fir_m13_t04_01_b.htm. A manufacturing-engineering reference defines an end mill as a rotating milling cutter with cutting edges on the end face and periphery, supporting the article’s basic terminology. Evidence role: definition; source type: education. Supports: An end mill is a rotary cutting tool with cutting edges on both its sides and end.. ↩
"Helical Solutions End Mill for Aluminum", https://visit.gallaudet.edu/wp-content/themes/gallaudet-virtual-tour/pannellum/pannellum.htm?config=/%5C/pic1.sbs/a/bcyzxgmqqa. A machining handbook or university machining guide explains that lower-flute-count end mills provide larger flute valleys for chip evacuation, a common requirement when machining aluminum and other soft materials. Evidence role: mechanism; source type: education. Supports: Two-flute or low-flute end mills are commonly selected for aluminum because larger flute spaces improve chip evacuation.. Scope note: The source would support the general selection principle; optimal flute count can still vary by tool diameter, coolant, operation, and machine conditions. ↩
"[PDF] Helical - MACHINING GUIDEBOOK", https://web.mae.ufl.edu/designlab/Advanced%20Manufacturing/Helical_Machining_Guidebook.pdf. A neutral machining reference describes how additional flutes increase cutting-edge engagement and can improve finish and productivity in steels, while reducing chip space. Evidence role: mechanism; source type: education. Supports: Higher-flute-count end mills are often used in steels and can improve finish by increasing the number of cutting edges engaged.. Scope note: The support is contextual because surface finish also depends on feed per tooth, runout, rigidity, coating, coolant, and cutting parameters. ↩
"Effect of sharpness angle and feeding speed on the surface ...", https://bioresources.cnr.ncsu.edu/resources/effect-of-sharpness-angle-and-feeding-speed-on-the-surface-roughness-during-milling-of-various-wood-species/. A manufacturing-processes text explains that increasing the number of cutter teeth can reduce the scallop or feed marks associated with each tooth engagement, thereby supporting the link between flute count and smoother cutting under comparable conditions. Evidence role: mechanism; source type: education. Supports: More cutting edges engaged during milling can contribute to a smoother cut or improved surface finish.. Scope note: This does not prove a smoother finish in every setup, since vibration, tool wear, feeds, and machine rigidity can dominate the resulting surface quality. ↩
"[PDF] Manufacturing Processes(IM 212)", https://aast.edu/pheed/staffadminview/pdf_retreive.php?url=67_31085_IM212_2017_1__1_1_01)%20Introduction%20to%20Manufacturing%20Processes%20.pdf&stafftype=staffcourses. A materials-machining reference describes aluminum alloys as ductile materials that commonly form continuous or long chips during cutting, supporting the article’s chip-formation rationale. Evidence role: mechanism; source type: education. Supports: Aluminum and other ductile materials often produce long or continuous chips during machining.. Scope note: Chip shape depends on alloy, temper, cutting speed, rake geometry, chipbreaker design, and lubrication, so the statement is a general tendency rather than an invariant property. ↩
"[PDF] Helical - MACHINING GUIDEBOOK", https://web.mae.ufl.edu/designlab/Advanced%20Manufacturing/Helical_Machining_Guidebook.pdf. A machining reference on chip evacuation and built-up edge explains that poor chip removal can cause chip packing, tool breakage, and adhesion of work material to the tool or workpiece during milling. Evidence role: mechanism; source type: education. Supports: Inadequate chip evacuation can cause chip packing, tool failure, and material adhesion during milling.. Scope note: The source would support the failure mechanisms generally; the likelihood of each failure depends on toolpath, coolant, material alloy, and cutting parameters. ↩
"Effects of end mill helix angle on accuracy for machining Thin-Rib ...", https://www.academia.edu/10950460/Effects_of_end_mill_helix_angle_on_accuracy_for_machining_Thin_Rib_Aerospace_Component. A cutting-tool geometry reference explains that higher helix angles increase the shearing action and can improve cutting smoothness and surface finish in milling operations. Evidence role: mechanism; source type: education. Supports: High-helix end mills tend to produce a smoother shearing cut and are often used for finishing.. Scope note: The support is conditional because high-helix tools are not universally ideal; performance depends on material, axial engagement, workholding, and machine rigidity. ↩
"[PDF] Cutting force and stability prediction for inserted cutters", https://mtrc.utk.edu/wp-content/uploads/sites/45/2020/09/cutting-force-and-stability-for-inserted-cutters.pdf. A machining text on end-mill geometry notes that lower helix angles reduce axial cutting-force components and provide a more robust edge geometry, supporting their use in roughing or less secure workholding contexts. Evidence role: mechanism; source type: education. Supports: Lower helix angles can reduce upward axial pull and provide stronger cutting edges for roughing.. Scope note: The source would support the general force and geometry relationship, not guarantee that a 30° helix is optimal for every roughing operation. ↩
"Comparative study of high-speed steel and carbide tool in drilling ...", https://ui.adsabs.harvard.edu/abs/2026AIPC.3385d0014V/abstract. A materials or manufacturing reference describes cemented tungsten carbide tools as having high hot hardness and wear resistance, which permits higher cutting speeds than high-speed steel in many machining applications. Evidence role: expert_consensus; source type: education. Supports: Solid carbide end mills are hard and wear-resistant and can often run at higher speeds and feeds than HSS tools.. Scope note: The source would support the material-property basis for higher speeds, while actual feeds and speeds still depend on the work material, coating, geometry, and machine capability. ↩
"[PDF] CUTTING TOOL TECHNOLOGY", https://www.egr.msu.edu/~pkwon/me477/cuttingtool. A cutting-tool materials reference compares high-speed steel with cemented carbide, noting HSS’s greater toughness and lower brittleness, which explains its suitability for interrupted cuts, vibration-prone setups, or less rigid machines. Evidence role: expert_consensus; source type: education. Supports: HSS tools are generally tougher and less brittle than carbide tools and may suit vibration-prone or less rigid machining setups.. Scope note: The economic and machine-age aspects are contextual; the citation mainly supports toughness and practical suitability under less rigid conditions. ↩
"Characterization and Evaluation of Engineered Coating Techniques ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9415707/. A peer-reviewed review or machining handbook on hard coatings for cutting tools reports that PVD/CVD coatings can increase surface hardness, lower friction, and reduce heat transfer to the substrate during cutting. Evidence role: mechanism; source type: paper. Supports: Cutting-tool coatings can increase hardness, reduce friction, and provide thermal protection.. Scope note: The effects vary by coating chemistry, deposition method, substrate, and work material, so the statement is best supported as a general property of many cutting-tool coatings. ↩
"[PDF] Surface and Coatings Technology Effect of thermal treatments in ...", https://arxiv.org/pdf/1810.05029. Research on TiAlN cutting-tool coatings shows that aluminum-containing nitride coatings can form a protective Al2O3-rich oxide scale at elevated temperatures, contributing to oxidation resistance during high-speed cutting. Evidence role: mechanism; source type: paper. Supports: TiAlN coatings can form a protective aluminum-oxide layer at high temperatures, improving high-temperature oxidation resistance.. Scope note: The citation would support the oxidation mechanism, but the phrase “gets even harder” may need careful wording because oxidation resistance and hot hardness are related but not identical properties. ↩