
Struggling to choose the right carbide drill? The wrong one wastes money and ruins parts. This simple guide will help you pick the perfect drill for any job, every time.
Choosing the right carbide drill bit involves a four-step process. First, determine if the job justifies the cost over HSS. Second, understand the key technical specs like coating and material. Third, match the drill to your specific material and hole type. Finally, optimize your machine parameters for performance.

I've been in the cutting tool business since 2012, and I've talked with over a thousand customers from machine shops all over the world. One of the most common questions I get is about selecting the right carbide drill. It seems complex, but it's really not. You just need a clear process to follow. Let's walk through the exact four steps I use to help my clients get it right and maximize their investment.
When is a Carbide Drill Bit Worth the Investment?
Are expensive carbide drill bits eating into your profits? Worried you're overpaying for performance you don't need? Let's clarify when carbide is the smart financial choice for your shop.
A carbide drill bit is worth the investment for high-volume production, drilling abrasive or hardened materials, and when tight tolerances are required.1 For general-purpose, low-quantity jobs in soft metals, HSS is often more cost-effective.2

Many shop owners I talk to initially hesitate at the price of solid carbide drills. It's understandable. But the initial price tag is only one part of the story. The real metric is the cost per hole3. A carbide drill can run much faster and last significantly longer than a High-Speed Steel (HSS) drill4, especially in tough materials. This means you spend less time changing tools and more time making parts. For a production environment, like in the automotive parts industry we serve, this reduction in cycle time is a massive saving. I remember a client in Mexico who switched to our carbide drills for a high-volume job. They cut their cycle time by 40% and reduced tool changes, saving them thousands over the project's life.
High-Speed Steel (HSS) vs. Solid Carbide
The choice between HSS and carbide depends entirely on your application's demands.
| Feature | High-Speed Steel (HSS) | Solid Carbide |
|---|---|---|
| Hardness & Wear | Good | Excellent |
| Toughness | Excellent (Less Brittle) | Good (More Brittle) |
| Running Speed | Slower | 3-5x Faster5 |
| Tool Life | Shorter | Much Longer |
| Initial Cost | Low | High |
| Best For | Soft materials, manual machines, low volume | Hard materials, CNC machines, high volume |
The Bottom Line: Total Cost of Ownership
Don't just look at the price of the drill. Think about the total cost. If a carbide drill costs three times as much but produces ten times the parts before it wears out, it's the cheaper option in the long run.
What Technical Specs Actually Matter for Performance?
Confused by technical spec sheets? Terms like TiAlN6, point angle, and helix angle can be overwhelming. Let's focus on the few specs that truly determine a drill's performance on the factory floor.
The three most important specs are the base carbide material, the protective coating, and the drill's geometry. The material provides hardness, the coating resists heat and wear, and the geometry ensures efficient cutting and chip removal.
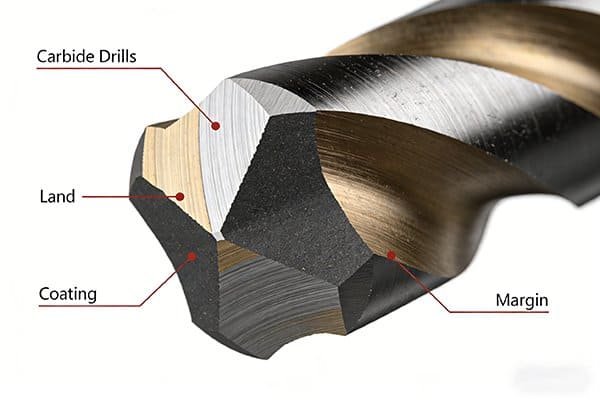
When you look at a drill, you're looking at a combination of core material and surface technology. The inside and the outside both have a critical job to do. I often explain it to customers like this: the carbide body is the muscle, but the coating is the armor. Both need to be right for the battle you're fighting. A great coating on a poor-quality carbide base won't last. Likewise, the best carbide in the world will fail quickly in a high-heat application without the right protective coating to shield it. Let's break down these essential components.
The Core: Carbide Material
The body of the drill is made from tungsten carbide. This material is incredibly hard and resistant to wear7, which is why it can cut through hardened steel. However, this hardness comes with a trade-off: it's also brittle8. Unlike HSS, you can't bend a carbide drill. Any excessive vibration or lateral force will cause the cutting edge to chip or the entire drill to snap. This is why a rigid machine setup is non-negotiable.
The Shield: Protective Coatings
The coating is a micro-thin layer applied to the drill that dramatically improves performance. It reduces friction, increases heat resistance, and acts as a barrier against wear.9
| Coating | Common Color | Key Benefit | Best For |
|---|---|---|---|
| TiN | Golden Yellow | General Purpose, Lubricity | Non-ferrous metals, low-carbon steels |
| TiAlN | Bluish-Purple | High Heat Resistance | Stainless steel, high-temp alloys, cast iron |
I tell my clients to watch the coating. If that bluish-purple color on your TiAlN drill is gone from the cutting edge, its protective armor is gone too. It's time to replace the tool before it fails completely.
How Do I Match a Drill Bit to My Specific Material and Job?
Using the wrong drill for the material is a recipe for disaster. Tired of breaking bits and scrapping expensive parts? Let's go through the simple process of matching your tool to your task.
First, identify your workpiece material. Second, define your hole requirements, such as depth and type. This pairing will guide you to the correct drill point geometry, coating, and coolant needs for success.

The single biggest mistake I see people make is thinking "a drill is a drill." This couldn't be further from the truth. A drill designed for aluminum will fail instantly in stainless steel, and vice versa. The geometry of the drill's point and the design of its flutes are engineered for specific materials and conditions. One of my customers in Poland was struggling with drilling deep holes in stainless steel. Their drills were overheating and breaking. We switched them to one of our carbide drills with internal coolant channels and a TiAlN coating. The problem disappeared overnight. The right tool made all the difference.
Step 1: Know Your Material
Different materials produce different types of chips and require different cutting angles.10
- Steels & Cast Iron: These materials do well with a standard 140° point angle and a strong coating like TiAlN to handle the heat.
- Stainless Steel: This is tough and gummy. It requires a specific geometry to break the chip and a heat-resistant coating is a must.
- Aluminum: This material is soft and sticky. It requires a very sharp cutting edge, a more acute point angle (like 130°), and highly polished flutes to prevent chips from welding to the tool.
Step 2: Analyze Your Hole Requirements
The depth-to-diameter ratio is critical.
- Shallow Holes (up to 3xD): A standard drill is usually fine.
- Deep Holes (5xD, 8xD, or more): For these, you absolutely need a drill with internal coolant channels11. These channels shoot high-pressure coolant directly to the cutting edge, blasting chips out of the hole and keeping things cool. Without it, chips will pack the flutes, and the drill will overheat and break. Our 3D, 5D, 8D, and even 12D series drills are designed specifically for these challenging jobs.
How Can I Maximize Performance and Tool Life?
A carbide drill is a valuable investment. You want to get every last hole you can from it. Let's cover the essential practices that will extend tool life and ensure consistent, high-quality performance.
To maximize tool life, always start with the manufacturer's recommended speeds and feeds. Ensure your setup is rigid, and use generous amounts of high-pressure coolant. Monitor the tool for signs of wear and replace it proactively.

I often get calls from customers asking why their new carbide drill wore out prematurely. The first things I ask about are their speeds, feeds, and coolant situation. More often than not, the problem lies there. You can have the best drill in the world, but if you run it incorrectly, you're just throwing money away. It's like having a race car but driving it in the wrong gear. You need to match the tool's capabilities with the right operating parameters to unlock its full potential and durability.
Speeds and Feeds: The Magic Formula
Every tool manufacturer, including us at NV-Tool, provides recommended cutting parameters (linear speed Vc and feed per revolution f). These are your starting point. You must match your spindle speed (RPM) with an appropriate feed rate. Running the spindle too fast without a high enough feed rate doesn't cut; it grinds.12 This creates excessive heat, rapidly wears down the coating, and dulls the cutting edge. Always aim for a clean, crisp chip. That's the sign of a healthy cutting action.
The Importance of Coolant
Coolant has three vital jobs:
- Cooling: It prevents the tool and workpiece from overheating.
- Lubrication: It reduces friction at the cutting edge.
- Chip Evacuation: It flushes chips out of the hole.
For carbide drills, internal or through-spindle coolant is always the best option. The high-pressure jet clears chips effectively, which is crucial in deep holes.
The "Pecking" Strategy
If you don't have through-spindle coolant and are drilling a hole deeper than 3 times the drill's diameter, you must use a "pecking" cycle. This means the drill advances a short distance, then retracts fully or partially to break the chip and allow coolant to enter the hole. It's slower, but it prevents chip packing and subsequent tool failure.
Conclusion
Choose carbide for production and tough materials. Match the coating and geometry to your job. Run it with the right parameters and coolant. This ensures you get maximum value every time.
"[PDF] Cutting Tools for Machining - Advanced Materials Manufacturing", https://mie.njit.edu/sites/mie/files/me215-21-fall2017.pdf. Machining references explain that cemented-carbide tools are typically selected for higher cutting speeds, better wear resistance, and demanding production conditions compared with high-speed steel. Evidence role: expert_consensus; source type: education. Supports: Carbide drill bits are justified for high-volume production, abrasive or hardened materials, and tight-tolerance work.. Scope note: This supports the general selection logic but does not prove cost-effectiveness for every shop or job. ↩
"[PDF] Alternative Binder Carbide Tools for Machining Superalloys", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1058&context=ime_fac. Manufacturing-process references describe high-speed steel tools as lower-cost and tougher than carbide, making them common for lower-speed, lower-volume, or less rigid applications. Evidence role: expert_consensus; source type: education. Supports: HSS drills are often more cost-effective than carbide for low-quantity, general-purpose drilling in soft metals.. Scope note: The source would support the general economic rationale, while actual cost-effectiveness still depends on batch size, machine time, and tool pricing. ↩
"Breaking down the Hidden Costs of Conventional Machining Methods", https://www.voxelinnovations.com/post/breaking-down-the-hidden-costs-of-conventional-machining-methods. Industrial engineering and machining-economics literature treats tool cost, tool life, cycle time, and production quantity as components of per-part or per-hole machining cost. Evidence role: mechanism; source type: paper. Supports: Cost per hole is a more relevant economic metric than purchase price alone when comparing drill options.. Scope note: This supports the use of cost-per-hole as an evaluation framework, not the article’s implied savings for any specific drill brand or job. ↩
"[PDF] Alternative Binder Carbide Tools for Machining Superalloys", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1058&context=ime_fac. Cutting-tool material references state that cemented carbide maintains hardness and wear resistance at higher cutting temperatures than high-speed steel, enabling higher cutting speeds and longer life in suitable applications. Evidence role: mechanism; source type: education. Supports: Carbide drills can generally operate faster and last longer than HSS drills, especially in difficult materials.. Scope note: The degree of speed or life improvement varies by workpiece material, coating, machine rigidity, and cutting parameters. ↩
"The effect of cutting condition selection on tool life in sand milling", https://scholarworks.uni.edu/etd/1066/. Machining handbooks commonly list recommended cutting speeds for carbide tools that are several times higher than those for high-speed steel under comparable conditions. Evidence role: statistic; source type: education. Supports: Solid carbide drills may run about three to five times faster than HSS drills in appropriate machining conditions.. Scope note: The exact multiplier depends strongly on workpiece material, tool geometry, coating, coolant, and machine rigidity. ↩
"The Oxidation Behaviour and Notch Wear Formation of TiAlN ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8048706/. Research on TiAlN-coated cutting tools shows that TiAlN forms protective aluminum-oxide-rich surface layers at elevated temperatures, contributing to oxidation resistance and hot-hardness in high-temperature machining. Evidence role: mechanism; source type: paper. Supports: TiAlN coatings are used where high heat resistance is required, including difficult materials such as stainless steel, cast iron, and high-temperature alloys.. Scope note: This supports the heat-resistance rationale for TiAlN but does not by itself validate all material-specific recommendations in the table. ↩
"Tungsten carbide - Wikipedia", https://en.wikipedia.org/wiki/Tungsten_carbide. Materials references identify tungsten carbide and cemented carbides as very hard, wear-resistant materials widely used in cutting tools. Evidence role: definition; source type: encyclopedia. Supports: Tungsten carbide is very hard and wear resistant, making it suitable for cutting tools.. Scope note: General material-property sources support hardness and wear resistance but may not address every drill-grade carbide composition. ↩
"[PDF] Alternative Binder Carbide Tools for Machining Superalloys", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1058&context=ime_fac. Materials-science sources describe cemented carbides as hard and wear resistant but comparatively brittle, with lower fracture toughness than tougher tool steels. Evidence role: mechanism; source type: education. Supports: Carbide drills are more brittle than HSS and can chip or fracture under shock, vibration, or lateral loading.. Scope note: Brittleness varies with carbide grain size, binder content, tool geometry, and manufacturing quality. ↩
"The Oxidation Behaviour and Notch Wear Formation of TiAlN ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8048706/. Surface-engineering literature reports that hard coatings such as TiN and TiAlN on cutting tools reduce friction and wear and improve high-temperature performance. Evidence role: mechanism; source type: paper. Supports: Protective coatings on drills can reduce friction, improve heat resistance, and reduce wear.. Scope note: The effect depends on coating chemistry, deposition process, coating thickness, substrate, and cutting environment. ↩
"[PDF] Modeling Chip Formation in Orthogonal Metal Cutting using Finite ...", https://scholarsjunction.msstate.edu/cgi/viewcontent.cgi?article=4138&context=td. Machining texts explain that chip formation, cutting forces, and rake or point geometry depend on workpiece material properties such as ductility, hardness, and thermal behavior. Evidence role: mechanism; source type: education. Supports: Workpiece materials differ in chip formation behavior and require different cutting geometries.. Scope note: The source would support the general principle rather than every specific angle listed in the article. ↩
"Modeling and analysis of chip evacuation forces for deep hole ...", https://www.ideals.illinois.edu/items/126572. Deep-hole drilling references describe through-tool coolant as a method for delivering coolant to the cutting zone and evacuating chips from holes where external coolant cannot reach effectively. Evidence role: mechanism; source type: education. Supports: Internal coolant channels are important for deep-hole drilling because they cool the cutting edge and help evacuate chips.. Scope note: The word “absolutely” may be stronger than the evidence; some operations can use pecking or specialized alternatives depending on depth, diameter, and material. ↩
"[PDF] Flank Wear Estimation Under Varying Cutting Conditions", https://ykoren.engin.umich.edu/wp-content/uploads/sites/122/2014/05/57-Flank-wear-estimation-under-varying-cutting-conditions-.pdf. Machining references describe improper combinations of cutting speed and feed as causing rubbing rather than shearing, which increases heat generation and accelerates cutting-edge wear. Evidence role: mechanism; source type: education. Supports: Excessive spindle speed combined with insufficient feed can cause rubbing or grinding-like action, heat buildup, and rapid tool wear.. Scope note: The exact threshold between cutting and rubbing depends on tool geometry, material, coating, and machine conditions. ↩