
Drilling cast iron feels like a battle you can't win. Your bits get dull, they break, and the job takes forever. It's frustrating when a simple task turns into a costly problem.
For drilling cast iron, a solid carbide drill bit is your best choice because of its superior hardness and wear resistance. For general-purpose work, a cobalt drill bit (M35 or M42) also performs well, offering better heat resistance than standard High-Speed Steel (HSS) bits.

But just knowing to use carbide isn't the whole story. The real secret to success lies in the details—the exact material, the coating, and even the shape of the drill's tip. We work with manufacturers every day, from South Africa to Mexico, who face this challenge. Let's break down the problem so you can choose the right tool with confidence and stop wasting money on broken bits.
Why is cast iron so tough on drill bits?
Ever wonder why a material that seems so brittle can destroy your tools? The unique structure of cast iron is the real problem, and it will quickly dull even a good drill bit.
Cast iron is tough on drill bits because of its abrasive nature. It contains hard graphite flakes and often has sand inclusions left over from the casting process. These elements act like fine sandpaper, rapidly wearing down the sharp cutting edge of any tool that touches it.

When we talk about cast iron, it's not just one material. The two most common types you'll encounter are Grey Cast Iron and Ductile Iron. Grey cast iron is the most common and is relatively easy to machine, but it produces a fine, abrasive dust. This dust doesn't form long chips that carry heat away. Instead, it stays in the hole, grinding away at your drill bit. The material also has hard spots, like iron carbides (called cementite), and sometimes sand particles embedded in the surface from the casting mold. Hitting one of these is like hitting a tiny rock. Ductile iron is tougher and less brittle, but it's still very abrasive. As a manufacturer, we've seen countless tools fail not from a single catastrophic break, but from this slow, grinding wear. It’s a death by a thousand cuts for your drill bit’s cutting edge.
| Cast Iron Type | Key Characteristic | Machinability Challenge |
|---|---|---|
| Grey Cast Iron | Flake graphite structure | Highly abrasive, produces powder-like chips |
| Ductile Iron | Nodular graphite structure | Tougher material, still very abrasive |
| White Cast Iron | Contains hard carbides | Extremely difficult to machine, requires specialized tools |
| Malleable Iron | Heat-treated white iron | Better machinability than white iron, still abrasive |
Is a standard HSS drill bit good enough?
You probably have a full set of High-Speed Steel (HSS) drill bits in your workshop. Are they up to the task of drilling cast iron, or are you just setting yourself up for failure?
A standard HSS drill bit can work for a few occasional, shallow holes in soft grey cast iron. However, it will dull very quickly due to the material's abrasiveness. For any kind of production work or harder cast irons, HSS is not a reliable or cost-effective choice.

The main weakness of HSS is its poor heat resistance. The friction from drilling abrasive cast iron creates a lot of heat right at the cutting edge. HSS starts to lose its hardness and temper at relatively low temperatures. Once it gets soft, the edge wears down in seconds. I remember talking to a customer in Poland who ran a small machine shop. He was trying to use standard HSS bits to drill a batch of cast iron housings. He told me he was changing bits every ten or fifteen holes. The cost of the bits was low, but the time he lost and the inconsistent hole quality were killing his profits. This is a classic example of why the cheapest tool isn't always the least expensive option. When you factor in downtime and replacement costs, a better bit almost always saves you money in the long run.
When should you upgrade to a cobalt drill bit?
You know HSS isn't cutting it for your jobs, but solid carbide seems too expensive. Is there a good middle ground? Cobalt drill bits might be the perfect solution you are looking for.
You should upgrade to a cobalt drill bit when you need better heat resistance and a longer tool life than HSS can offer. Cobalt bits, like M35 (5% cobalt) or M42 (8% cobalt), are excellent for drilling tougher cast irons or for higher-volume jobs where HSS wears out too fast.

The magic of cobalt is that it’s not just a coating; it's an alloy. The cobalt is mixed directly into the high-speed steel. This gives the entire tool what we call "hot hardness." It means the bit stays hard and sharp even when it gets really hot. This is a huge advantage when drilling cast iron. The constant abrasive friction won't soften the cutting edge nearly as quickly as it would with standard HSS. For many of our distributors in Brazil and Southeast Asia, cobalt drill bits are their best-sellers. They serve job shops and small factories that need a reliable, high-performance tool that offers a great balance between price and performance. It's the dependable workhorse that can handle a wide variety of cast iron jobs without the high price tag of solid carbide. It’s the perfect step up from HSS for serious work.
What makes carbide the ultimate choice for cast iron?
You are tired of slow progress and broken bits. You need the best possible solution for drilling cast iron, no matter what. It is time for us to talk about solid carbide.
Carbide is the ultimate choice for cast iron because of its extreme hardness and incredible wear resistance. It can handle the abrasive nature of cast iron at much higher cutting speeds, which gives you a longer tool life, better hole quality, and a lower cost-per-hole in production environments.

When we manufacture our solid carbide drills at NV-Tool, we focus on features specifically for materials like cast iron. It's not just about using carbide; it's about using the right carbide with the right geometry.
Material and Coating
The base material is an ultra-fine-grained tungsten carbide. The smaller the grain, the harder the tool and the better it resists abrasive wear. For coatings, the most classic and economical choice is actually an uncoated, polished finish. The carbide itself is so hard that it doesn't need a coating for wear resistance, and the polished surface reduces friction, which helps prevent the powdery cast iron chips from sticking. For very tough, high-silicon cast iron, a CVD diamond coating is the absolute best. It's incredibly hard and wear-resistant, but it is also very expensive.
Geometry and Design
The shape of the drill is just as important as the material.
- Tip Angle: We use a wide 140° tip angle. This creates a stronger, more robust cutting edge that is less likely to chip when it hits a hard spot in the cast iron.
- Edge Treatment: The cutting edges have a micro-passivation, or a tiny T-land. This slightly dulls the razor-sharp edge to strengthen it, preventing it from chipping on entry.
- Helix Angle: A medium 30°-40° helix angle provides a good balance. It keeps the cutting edge strong while still allowing for good evacuation of the powdery chips.
| Feature | Specification for Cast Iron | Why It Matters |
|---|---|---|
| Base Material | Ultra-Fine Grain Carbide | Maximum hardness and wear resistance |
| Coating | Uncoated Polished or CVD Diamond | Reduces friction or provides ultimate wear resistance |
| Tip Angle | 140° | Stronger cutting edge, better heat dissipation |
| Edge Prep | Micro-passivation (T-land) | Prevents the brittle edge from chipping |
Does the drill bit's point angle matter?
You have the right material, but the bit still wanders when you start a hole or the corners chip easily. The problem might be the very tip. The point angle is more critical than you might think.
Yes, the drill bit's point angle is extremely important for cast iron. A flatter, wider angle, usually 135° or 140°, is much better than a standard 118° point. This wider angle provides a stronger cutting edge that resists chipping and helps spread the cutting forces more evenly.
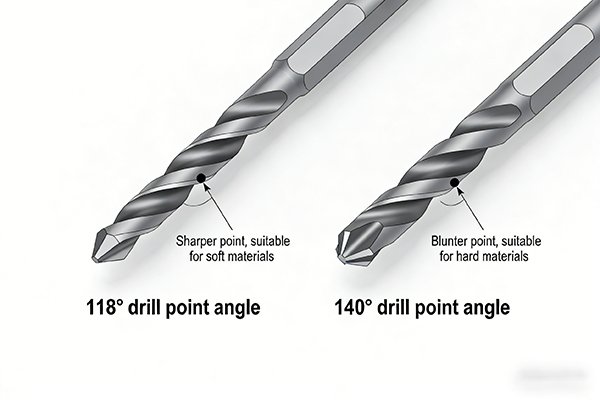
Most general-purpose drill bits, like the HSS bits you find in a hardware store, have a 118° point angle. This sharp point is great for centering itself in soft steel. However, that sharp point is also a weak point. When you use it on an abrasive and inconsistent material like cast iron, that tip is very prone to chipping or breaking off. A 140° point angle is much more blunt and robust. The cutting edge is shorter and thicker, which gives it a lot more strength. This is exactly what you need to survive the hard spots and abrasive nature of cast iron. The one downside is that a flatter point can want to "walk" or wander when starting a hole. That's why high-performance carbide drills with 140° points almost always have a "split point" or self-centering geometry ground into the tip. This gives you the best of both worlds: the strength of a wide angle and the easy starting of a sharp one.
How do you prevent your drill bit from breaking?
You bought the best carbide drill bit money can buy, but it still snapped in the middle of a job. What went wrong? The best tool in the world is useless without the right technique.
To prevent your drill bit from breaking in cast iron, you must use a rigid setup, correct speeds and feeds, and proper chip evacuation. Avoid peck drilling with carbide, as re-engaging the cut can chip the edge. Make sure your workpiece is clamped securely.

I get calls and emails about this all the time, especially from customers in developing markets who are upgrading their tooling. A powerful tool requires a powerful setup. Here are the key things to focus on:
- Rigidity is Everything: Your setup must be rock solid. Use the shortest drill bit possible for the job. Clamp your workpiece tightly so it can't move or vibrate. If you're using a drill press or mill, make sure the spindle bearings are in good shape and have minimal runout. Any vibration or movement is a shock load to the brittle carbide, and that's what causes it to snap.
- Correct Speeds and Feeds: Don't guess. With carbide, you need to run at a higher RPM (speed) but also maintain a constant, strong feed rate. If you feed too slowly, the bit will rub instead of cut. This creates excessive heat and friction, which dulls the tool instantly. We provide all our customers with detailed cutting parameter charts for this exact reason.
- Chip Evacuation: The powdery chips from cast iron are your enemy. If they pack up in the flutes, they will cause the bit to bind and break. For this reason, coolant is very important, but not for cooling. Its main job is to flush the chips out of the hole. A high-pressure coolant system is best, but even a strong air blast can work wonders.
- Avoid Peck Drilling: With HSS, you often peck drill (in and out) to break chips. Don't do this with carbide in cast iron. Every time the bit re-enters the hole, it's a small impact on the cutting edge. This repeated shock can easily chip the brittle carbide. A steady, continuous feed is much safer for the tool.
Conclusion
Choosing the right drill bit for cast iron comes down to matching the material and geometry to your job. From HSS to cobalt to carbide, using the right tool with the correct technique will give you clean holes every time.