Choosing the wrong drill bit costs time and money. Breakage and slow cycles kill your profits, so understanding the core difference between HSS and Carbide is key to a better choice.
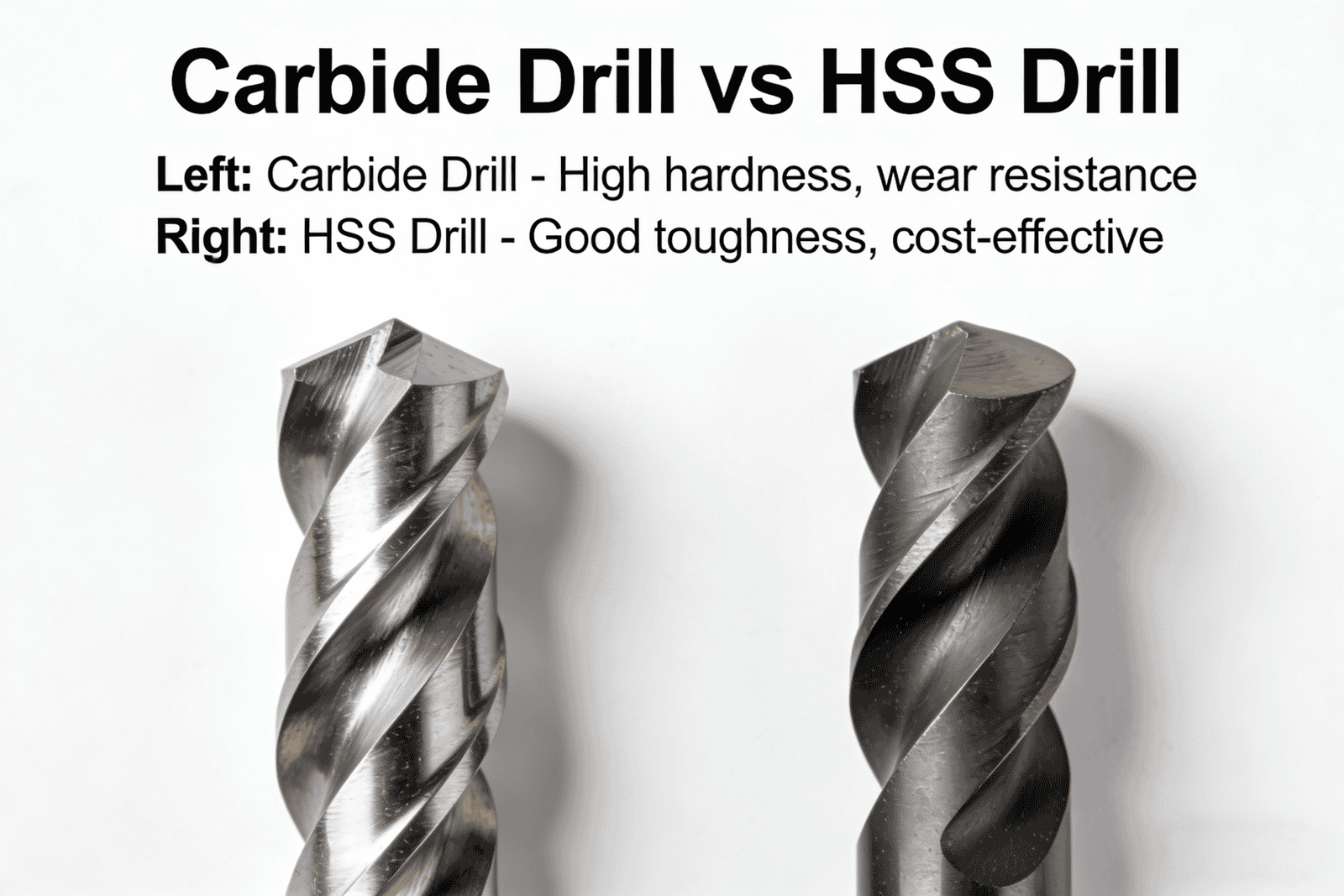
Carbide drills are best for high-speed production in hard or abrasive materials on rigid CNC machines. High-Speed Steel (HSS) drills are better for general-purpose use, tougher applications, or when machine stability is not perfect. Your choice directly impacts speed, tool life, and overall cost-per-hole.
It seems simple, but the details are where you make or lose money. I’ve seen countless shops struggle with this, and the truth is that a small change in tooling can have a huge impact on your bottom line. Let's dig into why you can't just use one drill for everything and how to pick the right one every time.
Why can't one drill do it all in metal cutting?
Your workshop has many different metals. Using one drill for all of them leads to poor results. This costs you time, money, and creates scrap parts you can't sell.
No single drill can handle every material's unique properties. Soft aluminum needs different geometry than hard steel. The trade-off between a drill's toughness (resistance to breaking) and its hardness (resistance to wear) means one type can't be perfect for every job.

In my years of supplying tools, I've learned that the material you're cutting is the boss. It dictates everything. You can't use the same approach for every job and expect great results.
Material Matters
Different metals behave differently under the drill. A material like low-carbon steel is relatively soft and "gummy," which can cause built-up edge on the tool. Hardened steel, on the other hand, is abrasive and requires a drill that can resist wear at high temperatures. Aluminum is soft but can melt and stick to the drill if you generate too much heat. Each of these challenges requires a specific solution.
The Hardness vs. Toughness Trade-off
This is the most critical concept. Hardness allows a drill to resist wear and cut other hard materials. Toughness allows a drill to absorb shock and flex without shattering. Unfortunately, these two properties are opposites. The harder a material is, the more brittle it becomes. A super-hard carbide drill is great for wear resistance but will snap easily if it encounters heavy vibration. An HSS drill is much tougher and will bend or flex in the same situation, but it will wear out faster.
| Material | Machining Challenge | My Recommended Drill Type |
|---|---|---|
| Low-Carbon Steel | Gummy, can build up on edge | General-purpose HSS or Coated Carbide |
| Hardened Steel (45+ HRC) | Highly abrasive, generates heat | Coated Solid Carbide |
| Aluminum | Soft, can melt and weld to tool | Sharp HSS or specialized Carbide for Aluminum |
What makes HSS the go-to for toughness and versatility?
Your machine isn't perfectly rigid, or the part is clamped awkwardly. A brittle drill bit snaps, stopping production. You need a tool that can handle these real-world imperfections.
High-Speed Steel (HSS) is made from high-carbon steel with alloys like tungsten. This gives it excellent toughness, meaning it can bend and absorb shock without shattering. This makes it ideal for less rigid machines, handheld drills, or jobs with potential interruptions.

I always recommend HSS as a starting point for shops that handle a wide variety of jobs or work with older equipment. It's forgiving, and a forgiving tool is often a profitable tool.
The Secret in the Steel
The name "High-Speed Steel" comes from its ability to maintain hardness at the high temperatures created by cutting, but only up to a point. Its special blend of alloys like tungsten, molybdenum, and chromium, combined with a specific heat treatment process, gives it this ability. However, its "red hardness" limit is around 600°C. Above this temperature, it softens quickly. This is why you can't push HSS as fast as carbide. Its appearance is usually a natural steel color, but you will often see it with a black oxide finish or a gold-colored TiN coating for better performance.
When Toughness is King
The real strength of HSS is its toughness. This makes it the perfect choice for situations where a carbide drill would fail instantly. I've seen HSS drills save the day on jobs using bench drills, large radial arm drills, or older CNC mills with some spindle play. Because it's tougher, it's also much easier to regrind, which allows small shops to sharpen and reuse their drills, extending their value even further. If your setup isn't rock-solid, HSS is your safest and often smartest bet.
Why is carbide the undisputed king of speed and wear resistance?
Production targets are high and cycle times are tight. Your current drills wear out too fast on hard materials. This downtime is eating into your profits and causing delays.
Carbide drills are made from tungsten carbide powder sintered with cobalt. This creates a material that is extremely hard and can withstand temperatures up to 1000°C. This allows for much faster cutting speeds and provides incredible tool life, especially in abrasive materials.

When a customer needs to maximize output and is working with modern, rigid CNC machines, I almost always point them to our solid carbide solutions. The performance jump is incredible.
A Different Class of Material
Carbide isn't a type of steel; it's a composite material made through powder metallurgy. We take microscopic particles of tungsten carbide (WC), which are extremely hard, and fuse them together using cobalt (Co) as a binder. The result is a material with a hardness of HRA90 or more, far beyond anything HSS can achieve. This inherent hardness is what gives it such phenomenal resistance to wear. You can identify it by its grayish-white metallic look, which is a bit more matte than steel.
Thriving Under Pressure
The true magic of carbide is its red hardness. It stays hard and keeps its cutting edge even at temperatures of 800-1000°C. This is why you can run it so much faster than HSS. It thrives in the heat that would instantly soften and destroy an HSS drill. This makes it the only real choice for high-speed machining of tough and abrasive materials like cast iron, hardened steels, high-silicon aluminum, and even composites. To get this performance, you must use it in a high-rigidity environment like a modern CNC machining center.
How do their cutting speeds and feeds actually compare?
Guessing your speeds and feeds is risky. Go too slow, you waste time. Go too fast, you break a tool. You need clear, reliable starting points to get the job done right.
Carbide drills can run 3 to 5 times faster than HSS drills in the same material. For example, in mild steel, an HSS drill might run at 30 m/min, while a coated carbide drill can easily run at 120-150 m/min or higher.

The numbers don't lie. The difference in performance is not small; it's a massive leap that can fundamentally change your production capacity.
A Look at the Numbers
Let's look at some typical starting parameters. These are just guidelines, as coatings and coolant make a big difference, but they show the scale of the performance gap. At NV-Tool, we provide detailed parameter charts with all our drills to take the guesswork out of it.
| Material | HSS Cutting Speed (m/min) | Coated Carbide Cutting Speed (m/min) |
|---|---|---|
| Mild Steel | 25 - 40 | 100 - 180 |
| Stainless Steel (304) | 10 - 15 | 40 - 70 |
| Cast Iron | 15 - 25 | 90 - 150 |
Beyond the Chart
Why the huge difference? It all comes back to red hardness. Carbide can handle the heat generated at these high speeds, while HSS cannot. To unlock carbide's full potential, you also need to use the right feed rate and, ideally, through-tool coolant. Coolant blasted directly at the cutting edge flushes chips away and controls temperature, which is critical for tool life at high speeds. This combination of speed, feed, and cooling is how modern manufacturing achieves such incredible efficiency.
When is carbide actually the wrong choice?
You bought expensive carbide drills but they keep chipping. You're losing money on broken tools instead of saving it. What's going wrong with this "superior" tool?
Carbide is the wrong choice when your setup lacks rigidity. This includes older machines, unstable workpiece clamping, or operations with interruptions. Its brittleness means any vibration or shock can cause it to chip or shatter, making tougher HSS a better option.

I've had this conversation with many customers. They invest in carbide expecting a miracle, but they put it in the wrong situation. Using the right tool for the job also means understanding a tool's weaknesses.
Brittleness: Carbide's Achilles' Heel
The source of carbide's strength—its hardness—is also its greatest weakness. It's incredibly brittle. I like to use an analogy: carbide is like glass, while HSS is like a tough plastic. The glass is much harder, but it will shatter if you drop it. The plastic might dent or bend, but it won't break. Any vibration, chatter, or sudden shock load is like dropping the glass. The carbide drill's edge will chip or the entire drill will snap. An HSS drill, in the same situation, has the toughness to absorb that impact.
Scenarios to Avoid
From my experience, here are the absolute worst-case scenarios for a solid carbide drill:
- Hand drills or drill presses: These have zero rigidity. Never use carbide here.
- Older CNC machines: Machines with worn spindle bearings or ways will have too much vibration.
- Unstable setups: Thin workpieces that can vibrate or parts that are not clamped securely are a recipe for disaster.
- Interrupted cuts: Drilling across an existing hole or on an angled surface creates an impact load every time the flute enters and exits the material, which will quickly chip a carbide edge.
In all these cases, a cheaper, tougher HSS drill is the far more economical and reliable choice.
How do you calculate the true cost-per-hole?
You focus only on the drill's price tag. This ignores the real costs of machining. A cheap drill can be the most expensive choice in the long run if it's slow or wears out quickly.
True cost-per-hole isn't just the tool price. It's calculated by adding the tool cost (divided by the number of holes it can drill) to the machine's hourly cost (multiplied by the time it takes to drill one hole). Faster carbide often wins here.

This is the calculation that separates good purchasing managers from great ones. When you understand this formula, you stop buying tools and start investing in productivity.
The Real-Cost Formula
The math is simple but powerful. It shows you where your money is really going. The formula is:
Cost-per-hole = (Tool Cost / Tool Life in Holes) + (Machine Hour Rate × Time per Hole)
The first part is your tooling cost. The second part is your machine time cost. You need to account for both to see the full picture.
A Practical Example
Let's imagine you're drilling holes in cast iron and your machine time is worth $60/hour.
| Metric | HSS Drill | Solid Carbide Drill |
|---|---|---|
| Tool Price | $10 | $40 |
| Tool Life | 100 holes | 1,000 holes |
| Cycle Time per Hole | 30 seconds | 6 seconds |
| Tool Cost per Hole | $10 / 100 = $0.10 | $40 / 1,000 = $0.04 |
| Machine Cost per Hole | $60/hr × (30/3600)hr = $0.50 | $60/hr × (6/3600)hr = $0.10 |
| Total Cost per Hole | $0.10 + $0.50 = $0.60 | $0.04 + $0.10 = $0.14 |
Even though the carbide drill's price tag was four times higher, the true cost to produce each hole is less than a quarter of the cost of using HSS. This is because the massive savings in machine time and the longer tool life far outweigh the initial tool cost.
Conclusion
Choose HSS for toughness and versatility in unstable setups. Choose carbide for speed and long life in rigid, high-production environments. The right choice lowers your true cost-per-hole.