
Struggling to pick the right drill bit? The wrong choice wastes time, money, and can even ruin your workpiece. This guide makes selecting the perfect solid carbide drill simple.
To select the right solid carbide drill, you must match its properties to your job. Consider the workpiece material, hole depth, and machine capabilities. Key factors include carbide grade, drill length (3D, 5D), coating (TiAlN), and flute count to ensure optimal performance and tool life.

I've spent years in this industry, and I've seen countless shops struggle with drill selection. They grab a drill that looks right, only to see it fail prematurely, producing out-of-spec holes. It's a frustrating and costly cycle. But it doesn't have to be a guessing game. The solution is understanding a few core principles that determine a drill's performance. Once you know what to look for, you can choose the right tool with confidence every single time. Let's break down the essential questions you need to ask.
When should you choose solid carbide over HSS?
Using HSS drills on tough materials is slow and wears them out fast. This leads to poor hole quality and constant, frustrating tool changes. Know when to upgrade to solid carbide.
Choose solid carbide over HSS for high-speed machining, long production runs, and when drilling hard or abrasive materials like stainless steel, hardened steel, or cast iron.1 Carbide's superior hardness and heat resistance deliver faster cycle times, longer tool life, and better hole quality.2
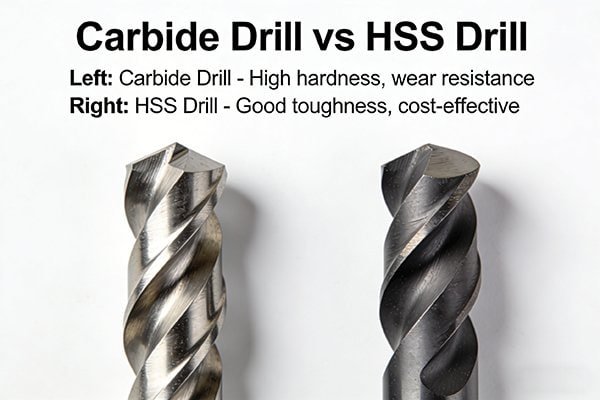
In my experience, the choice between High-Speed Steel (HSS) and solid carbide is one of the most fundamental decisions in drilling. Traditional HSS drills are made from a single piece of steel. They have good toughness, which means they can handle some shock and are less likely to shatter. However, their weakness is their limited hardness and heat resistance. When you push them too hard or use them on difficult materials, they wear out quickly.
Solid carbide is a different beast entirely. It's a composite material made from tungsten carbide powder and a binder like cobalt, fused together under extreme heat and pressure.3 This process creates a material that is incredibly hard and wear-resistant. It can also withstand much higher temperatures at the cutting edge, which is why we call it having good "hot hardness." This allows carbide drills to run at speeds 3 to 5 times faster than HSS4, drastically cutting down on machine time. For any shop focused on productivity, this is a massive advantage.
Key Differences at a Glance
| Feature | High-Speed Steel (HSS) | Solid Carbide |
|---|---|---|
| Hardness | Good | Exceptional |
| Wear Resistance | Fair | Excellent |
| Heat Resistance | Limited | Very High |
| Cutting Speed | Slower | 3-5x Faster |
| Tool Life | Shorter | Much Longer |
| Best For | General purpose, softer materials | Hard materials, high production |
How does drill length affect performance?
Using a drill that's too long is a recipe for disaster. It can deflect, wander, and even snap, scrapping your part and potentially damaging your machine. Let's fix that.
Drill length directly impacts rigidity.5 Shorter drills (e.g., 3D, 5D) are much more rigid, providing better accuracy and stability for most applications.6 Longer drills (8D, 12D+) are necessary for deep holes but require reduced speeds and feeds to prevent deflection and breakage.7

When we talk about drill length, we usually refer to it as a ratio of its diameter. You'll see this written as 3D, 5D, 8D, and so on. A 10mm 5D drill, for example, has an effective cutting length of 50mm (5 x 10mm). This standardized system makes it easy to choose a drill for a specific hole depth. However, length has a huge effect on performance that goes beyond just reach.
The most important concept to understand is rigidity. Think of it like this: it's much easier to bend a long, thin stick than a short, thick one. The same principle applies to drill bits. A shorter drill is inherently more rigid and stable. This stability translates directly into better performance. It resists the cutting forces without deflecting, which means your holes will be straighter, more accurately sized, and have a better surface finish.
Practical Rules for Drill Length
- The Golden Rule: Go Short. For any job, you should always select the shortest drill that can comfortably machine the required hole depth. If you're drilling a 20mm deep hole, a 3D drill is a much better choice than an 8D drill. Using a drill that is longer than necessary is one of the most common mistakes I see.
- When to Use Long Drills. Obviously, long drills exist for a reason: drilling deep holes. When you need to go beyond 5D, you'll need a longer tool. However, you must adjust your machining strategy. You cannot run an 8D drill with the same aggressive speeds and feeds as a 3D drill. You must reduce your parameters to compensate for the lack of rigidity and to ensure chips can be evacuated properly.
Which coating is best for your material?
Running an uncoated drill on tough or abrasive materials is like trying to cut a steak with a butter knife. It wears out fast, leading to downtime and higher tool costs.
The best coating depends entirely on your workpiece material. TiAlN is a fantastic all-rounder for steels and cast iron. Use AlCrN8 for high-heat applications like hardened steels, and uncoated or specialized coatings for non-ferrous materials like aluminum.

A coating is a micro-thin layer of advanced material applied to the surface of the drill. It's not just for show; this layer dramatically improves performance by increasing surface hardness, reducing friction, and, most importantly, providing a thermal barrier9. When you're drilling, immense heat is generated at the cutting edge. The coating protects the carbide substrate from this heat, allowing the drill to maintain its hardness and continue cutting effectively at high speeds.
Choosing the right coating is like choosing the right tires for your car. You wouldn't use racing slicks in the snow. Similarly, a coating designed for steel won't perform well in aluminum. Over the years, I've seen shops get amazing results simply by switching to the correct coating for their application. It can be the difference between a tool lasting for 100 holes versus 1,000 holes.
Common Coatings and Their Uses
| Coating | Common Color | Key Property | Best For |
|---|---|---|---|
| TiN | Gold | General Purpose | Softer steels, non-ferrous materials |
| TiCN | Blue-Gray/Violet | High Hardness | Abrasive materials, cast iron |
| TiAlN / AlTiN10 | Black/Violet | High Heat Resistance | Steels, stainless, high-temp alloys |
| AlCrN | Gray | Extreme Heat Resistance | Hardened steels, dry machining |
At our factory, we offer a wide range of PVD coatings to match these applications precisely, ensuring our customers get the maximum performance and life from their tools.
Do you really need coolant-through drills?
Chips packing inside a deep hole can jam and break your drill in an instant. This brings production to a halt and can ruin an expensive workpiece. There's a better way.
Yes, you absolutely need coolant-through drills for deep holes (over 3-4 times the diameter), high-speed applications, and tough materials11. Internal coolant flushes chips, cools the cutting edge, and lubricates, preventing failure and ensuring consistent, reliable performance.

For years, the standard way to cool a drill was with external "flood" coolant. While this works for shallow holes, it becomes almost useless as the hole gets deeper. The drill body itself blocks the coolant from reaching the most critical area: the cutting tip. Chips also get in the way, creating a dam that prevents lubrication and cooling where it's needed most. This leads to overheating, rapid tool wear, and chip packing, which is a primary cause of drill breakage.
Coolant-through drills completely solve this problem. They have small channels running through the body of the tool that deliver a high-pressure jet of coolant directly to the cutting edge. The effect is transformative.
The Three Jobs of Internal Coolant
- Chip Evacuation: This is the most important benefit. The high-pressure coolant acts like a fire hose, blasting chips up the flutes and out of the hole. This prevents chips from getting packed down, re-cut, or jamming the drill. It's the key to successful deep-hole drilling.
- Cooling: By delivering coolant to the exact point of cut, it effectively manages temperature. This preserves the hardness of the carbide and prevents the workpiece material from work-hardening, making the entire process more stable.
- Lubrication: The coolant reduces friction between the drill's cutting edge and the material. This leads to a smoother cutting action, better surface finish, and longer tool life.
Of course, to use these tools, your machine's spindle needs to be capable of delivering through-coolant, but for any serious production work, it's a non-negotiable feature.
When does a 3-flute drill outperform a 2-flute?
You need to make holes faster to meet deadlines, but your standard 2-flute drills are already at their limit. Pushing them harder just breaks them. A 3-flute drill could be your solution.
A 3-flute drill outperforms a 2-flute drill in stable, high-production scenarios where cycle time is critical. Its third cutting edge allows for much higher feed rates, often resulting in rounder, more accurate holes, especially in materials that produce small chips like cast iron.

For decades, the 2-flute drill has been the undisputed standard. Its design is a perfect balance. The two cutting edges provide a stable cutting action, and the large, open flute valleys offer excellent space for chips to be evacuated. It's a versatile design that works reliably in a huge range of materials and applications. It is the go-to choice for general-purpose work.
However, in the world of high-volume manufacturing, every second counts. That's where the 3-flute drill comes in. By adding a third cutting edge, you fundamentally change the tool's performance profile. With three flutes sharing the workload, you can increase the feed per revolution significantly without overloading each cutting edge. This means you can drill holes much, much faster. I've seen shops reduce their drilling cycle times by 30-50% just by making this switch. The third point of contact also helps to self-center the tool in the hole, often leading to improved roundness and straightness.
The Trade-Off: Chip Evacuation
There is, however, a critical trade-off. Adding a third flute means the space for each flute valley must be smaller. This reduces the drill's ability to evacuate chips effectively. Therefore, 3-flute drills are not suitable for all materials. They excel in materials that produce small, broken chips, like cast iron, powdered metals, and some aluminum alloys. They are a poor choice for materials that produce long, stringy chips, such as 300-series stainless steel or soft low-carbon steel, as these chips will quickly clog the flutes and cause the drill to fail.
Conclusion
Choosing the right carbide drill isn't complicated. By matching the type, length, coating, and flutes to your specific job, you'll boost efficiency, improve hole quality, and save money.
"[PDF] CUTTING TOOL TECHNOLOGY", https://www.egr.msu.edu/~pkwon/me477/cuttingtool. A machining-materials source should support that cemented-carbide tools are generally selected over high-speed steel where higher cutting speeds, wear resistance, and hot hardness are required, including in difficult-to-machine or abrasive work materials. Evidence role: expert_consensus; source type: education. Supports: Solid carbide drills are preferred over HSS for high-speed machining, long production runs, and hard or abrasive materials.. Scope note: Material-specific performance still depends on drill geometry, coating, coolant, machine rigidity, and cutting parameters. ↩
"[PDF] CUTTING TOOL TECHNOLOGY", https://www.egr.msu.edu/~pkwon/me477/cuttingtool. A source on cutting-tool materials should substantiate that cemented carbides have greater hardness and hot-hardness than high-speed steels, enabling higher cutting speeds and improved wear resistance in appropriate machining conditions. Evidence role: mechanism; source type: education. Supports: Carbide’s higher hardness and heat resistance enable faster machining, longer tool life, and improved hole quality compared with HSS under suitable conditions.. Scope note: The source may support the underlying mechanism rather than directly proving improved hole quality in every drilling application. ↩
"Tungsten carbide - Wikipedia", https://en.wikipedia.org/wiki/Tungsten_carbide. An encyclopedia or materials-science source should verify that cemented carbide is commonly produced by sintering tungsten carbide particles with a metallic binder such as cobalt. Evidence role: definition; source type: encyclopedia. Supports: Solid carbide tooling material is a cemented carbide composite of tungsten carbide particles and a cobalt or similar binder made by high-temperature powder-metallurgy processing.. ↩
"Speeds and Feeds", https://web.mae.ufl.edu/designlab/Advanced%20Manufacturing/Speeds%20and%20Feeds/Speeds%20and%20Feeds.htm. A machining handbook or educational source should support that carbide tools can typically operate at substantially higher cutting speeds than high-speed steel tools, often several times higher in suitable applications. Evidence role: statistic; source type: education. Supports: Carbide drills can often run at cutting speeds about three to five times faster than HSS drills.. Scope note: The exact 3–5× range varies with workpiece material, tool geometry, coating, coolant, and machine setup. ↩
"[PDF] MODELING STATICS AND DYNAMICS OF MILLING MACHINE ...", https://research.sabanciuniv.edu/8159/1/kivancevrenburcu.pdf. A mechanical-engineering or machining source should support that increasing tool overhang or length-to-diameter ratio reduces stiffness and increases susceptibility to deflection under cutting forces. Evidence role: mechanism; source type: education. Supports: Drill length affects rigidity because longer length-to-diameter ratios reduce stiffness and increase deflection risk.. Scope note: The source may discuss tool overhang or beam stiffness generally rather than solid-carbide drills specifically. ↩
"[PDF] Equipment for Drilling Miniature Holes abstract - UNT Digital Library", https://digital.library.unt.edu/ark:/67531/metadc1071154/m2/1/high_res_d/5432619.pdf. A machining reference should support that shorter drills or lower length-to-diameter ratios reduce deflection and runout sensitivity, improving stability and dimensional accuracy in drilling. Evidence role: mechanism; source type: education. Supports: Shorter drills are more rigid and generally provide better accuracy and stability than longer drills.. Scope note: Accuracy also depends on workholding, spindle condition, point geometry, coolant, and cutting parameters. ↩
"(PDF) Hole Quality in Deep Hole Drilling - Academia.edu", https://www.academia.edu/101647080/Hole_Quality_in_Deep_Hole_Drilling. A drilling or machining-process source should support that deep-hole drilling with high length-to-diameter tools requires more conservative cutting parameters and attention to tool deflection, chip evacuation, and breakage risk. Evidence role: expert_consensus; source type: education. Supports: Long drills used for deep holes typically require reduced speeds or feeds to limit deflection and breakage.. Scope note: Recommended reductions are application-specific and may differ for modern high-performance drills and through-coolant systems. ↩
"Investigation on the performance of AlCrN and AlTiN coated ...", https://www.sciencedirect.com/science/article/abs/pii/S1526612518317675. A coatings research source should support that AlCrN coatings are used for high-temperature cutting applications because of oxidation resistance, hot hardness, and thermal stability. Evidence role: mechanism; source type: paper. Supports: AlCrN coatings are suitable for extreme-heat applications such as hardened steels and dry machining.. Scope note: The evidence may establish general high-temperature coating properties rather than direct superiority in all hardened-steel or dry-drilling cases. ↩
"Characterization and Evaluation of Engineered Coating Techniques ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9415707/. A review paper on hard coatings for cutting tools should support that PVD/CVD coatings can increase surface hardness, reduce friction or adhesion, and reduce heat transfer to the substrate during machining. Evidence role: mechanism; source type: paper. Supports: Tool coatings improve drill performance by increasing hardness, reducing friction, and acting as a thermal barrier.. Scope note: The magnitude of each benefit depends on coating composition, thickness, substrate, and cutting conditions. ↩
"Wear and Thermal Behavior of TiAlN Thin Films onto Ti6Al4V ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10440674/. A peer-reviewed or institutional source should support that TiAlN/AlTiN coatings are used on cutting tools for high-temperature machining because aluminum-containing nitride coatings form stable oxide layers and retain hardness at elevated temperatures. Evidence role: mechanism; source type: paper. Supports: TiAlN/AlTiN coatings are appropriate for higher-heat machining of steels, stainless steels, and high-temperature alloys.. Scope note: This supports the coating’s high-temperature suitability, not that it is optimal for every steel, stainless steel, or superalloy drilling operation. ↩
"Modeling and analysis of chip evacuation forces for deep hole ...", https://www.ideals.illinois.edu/items/126572. A drilling-process source should support that through-tool coolant is commonly recommended for deeper holes and demanding drilling because it improves cooling, lubrication, and chip evacuation at the cutting edge. Evidence role: expert_consensus; source type: education. Supports: Coolant-through drills are needed or strongly recommended for deep holes, high-speed drilling, and tough materials.. Scope note: The 3–4× diameter threshold is a rule of thumb; exact need depends on material, drill geometry, coolant pressure, and chip formation. ↩