
Are you confused by milling tool names? Using the wrong tool can ruin a job. Let's clear up the difference so you can choose the right cutter every time.
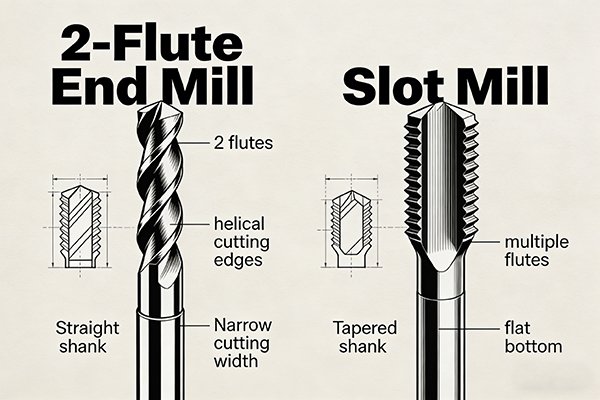
A 2-flute end mill1 is often called a slot mill2, but a true slot mill2 is a specialized tool3. It has a stronger core and symmetrical flutes4 to handle the extreme forces of cutting a full-width slot in one pass, ensuring precision and a great finish.
I've seen many machinists grab a standard 2-flute end mill1 for a critical keyway5, only to find the slot is oversized and has a terrible finish. They look at the tool, then the part, and wonder what went wrong. The problem isn't the machinist; it's that the subtle differences between these tools have a huge impact on performance. Understanding when a simple end mill is good enough and when you need a specialist tool is key to avoiding scrap parts and frustration. Let's dive into what makes cutting a slot so tough in the first place, and how these tools are designed to handle it.
Why is Cutting a Slot from Solid Material So Challenging?
Plunging into solid metal is tough. The tool is fully engaged, causing immense heat and pressure. This can lead to tool breakage and poor finish, which is a machinist's nightmare.
Slotting is difficult because the tool is 180° engaged with the material. This creates massive cutting forces6, poor chip evacuation7, and significant heat buildup. The tool is stressed from all sides, making it prone to deflection, vibration8, and premature failure if not designed for the task.

When we cut a slot, the end mill is buried in the workpiece. Think about it. During regular side milling, only a small portion of the tool's diameter is engaged. But in full slotting, half of the entire tool—a full 180 degrees—is cutting at all times. This creates several big problems that we have to solve.
First, there are the cutting forces6. The tool is being pushed and pulled from two opposite directions at the same time. This immense, constant stress can cause the tool to bend or deflect. Even a tiny amount of deflection will make your slot wider than the tool's diameter. It also causes vibration8, or "chatter," which leaves ugly marks on the slot walls and can chip the tool's cutting edges.
Second is chip evacuation7. The chips have nowhere to go but up and out of a narrow channel. If they get stuck, the tool re-cuts them, which generates even more heat and can break the tool. Finally, all this friction creates a ton of heat. Since the tool is deep inside the material, it's very hard for coolant to get to the cutting zone to cool things down.
| Challenge | Description | Consequence |
|---|---|---|
| High Cutting Forces | 180° of the tool is engaged, causing massive radial pressure. | Tool deflection, vibration8 (chatter), oversized slots. |
| Poor Chip Evacuation | Chips are trapped within the narrow slot. | Re-cutting chips, tool breakage, poor surface finish9. |
| Extreme Heat Buildup | The tool is buried in metal with poor coolant access10. | Rapid tool wear, material hardening11, tool failure. |
What Makes a General-Purpose End Mill So Versatile?
Need one tool for many jobs? A general-purpose end mill12 seems perfect. But its versatility can be a weakness when you need specialized performance for a specific task like slotting.
A general-purpose end mill12 is versatile because it can cut on its bottom (axial) and sides (radial). Most are center-cutting13, allowing them to plunge like a drill. They come in various flute counts14 (2, 3, 4+) for different materials and applications like profiling and pocketing.

The general-purpose end mill12 is the workhorse of our shop. We use them for almost everything, from facing a block of steel to cutting complex 3D contours. Their versatility comes from a few key design features. The most important one is that most are "center-cutting13." This means the cutting edges on the tip of the tool extend all the way to the exact center. This allows the tool to plunge straight down into the material, just like a drill bit. This is essential for making pockets or starting a cut in the middle of a part.
They also come in different flute counts14. A 2-flute end mill1 has huge, deep valleys between the cutting edges. This provides a lot of space for chips to fly out, which is perfect for soft, gummy materials like aluminum that produce big chips. A 4-flute end mill has more cutting edges and a stronger core, making it better for harder materials like steel where you want a smoother finish. A 3-flute is a great all-around compromise. This flexibility allows us to use them for almost any job: contouring around a part, milling a pocket, or ramping into a cut. It can definitely make a slot, but it's a jack-of-all-trades, not a master of one.
How is a Slot Mill Specifically Engineered to Solve the Slotting Problem?
Your slots are oversized and have a poor finish. Standard end mills are deflecting and chattering. You need a tool built for one purpose: creating perfect, straight slots.
A slot mill2 is engineered with a stronger, thicker core and shallower flutes for maximum rigidity15. It has an even number of flutes (usually 2 or 4) that are perfectly symmetrical. This design balances cutting forces6, eliminates deflection, and produces highly accurate, straight slots.

A true slot mill2 is a specialist. It looks at the challenges of slotting—high forces, vibration8, and deflection—and is designed specifically to overcome them. Its first line of defense is rigidity15. The core, or the central column of the tool, is much thicker than a general-purpose end mill12's. The flutes are also shallower. This makes the entire tool much stiffer and more resistant to bending under the heavy load of a full-width cut.
The most clever part of its design is the flute geometry. A slot mill2 always has an even number of flutes, like 2 or 4, and they are positioned perfectly symmetrical to each other. As one cutting edge is pushing against one wall of the slot, the opposite cutting edge is pushing against the other wall with an equal and opposite force. These forces cancel each other out. The net radial force on the tool is basically zero. This is the secret to eliminating vibration8 and deflection. The result is an incredibly straight slot with a beautiful surface finish9. The side cutting edges are also ground to extremely high standards for sharpness and straightness, as they do all the important work. The only trade-off is that the small flutes are not great at chip evacuation7, so you often need high-pressure coolant to blast the chips out.
So, When Do You Absolutely Need a Slot Mill (and When Will a 4-Flute End Mill Work)?
Choosing between a slot mill2 and an end mill is confusing. Pick the wrong one, and you risk scrapping a part. Know the exact situations where each tool excels.
Use a slot mill2 for high-precision16, full-width slots like keyway5s, where dimensional accuracy and straightness are critical. A standard 4-flute end mill works fine for general-purpose slots, roughing, or when you can take multiple, shallower passes instead of one full-width cut.
I remember a customer who kept getting oversized keyway5s with a standard 4-flute end mill. The tool was deflecting just a tiny bit, but it was enough to fail inspection. We switched them to a dedicated slot mill2, and the problem vanished instantly. The parts were perfect. This experience taught me a clear lesson about choosing the right tool for the job.
You absolutely need a dedicated slot mill2 when precision is the most important factor. If you are cutting a keyway5, a groove for a retaining ring17, or any slot where the width tolerance is very tight, a slot mill2 is the only way to guarantee success. It's designed to cut a full-width slot in a single pass while maintaining incredible accuracy.
A standard 2-flute or 4-flute end mill is a better choice for general-purpose work. If you are just roughing out a channel and will finish the walls later, an end mill is faster. If the slot is just for clearance and the dimensions are not critical, an end mill is perfectly fine and more economical. Also, if you need to create a pocket, you must use a center-cutting13 end mill to plunge.
| Use a Slot Mill When... | Use a General End Mill When... |
|---|---|
| Cutting a high-precision16 keyway5 | Roughing out a wide slot |
| The slot width tolerance is very tight | The slot is for general clearance |
| You need to cut full width in one pass | You can take multiple finishing passes |
| Wall straightness and finish are critical | You are milling a closed pocket (plunging18) |
Does Terminology Matter? Slot Mill vs. Slot Drill vs. 2-Flute Center-Cutting End Mill.
You hear "slot mill2," "slot drill," and "end mill" used for the same tool. This confusion can lead to buying the wrong thing. Let's clear up the language.
Yes, terminology19 matters. A "slot drill" is a UK term for a 2-flute, center-cutting13 end mill, designed to plunge and mill. A "slot mill2" is often a more specialized, non-center-cutting13 tool for high-precision16 slots. A "2-flute end mill1" is the general American term.

The names we use for these tools can be very confusing because they often depend on where you are in the world and who you are talking to. Let's break it down simply. In the UK and some other parts of the world, a "slot drill" specifically refers to a 2-flute end mill1 that is center-cutting13. The name says exactly what it does: it can drill its own hole and then mill a slot. It's a very common and useful tool, especially in manual machine shops.
In the United States, we would just call that same tool a "2-flute center-cutting13 end mill." It's the same thing, just a different name. It's our go-to tool for slotting in aluminum and other non-ferrous materials.
The term "slot mill2," however, often refers to the specialist tool we've been discussing—the highly rigid, symmetrical cutter built for precision. These are often not center-cutting13. Because their job is to finish the walls of a slot perfectly, they don't need to plunge. You either ramp into the cut or use a different tool to drill a starting hole first. The problem is that many people use these terms interchangeably. The best way to avoid confusion is to ignore the name and look at the tool's features. Is it center-cutting13? How many flutes does it have? How thick is the core? The specifications tell you the tool's true purpose.
| Term | Common Meaning | Key Feature |
|---|---|---|
| Slot Drill | UK term for a 2-flute end mill1 | Center-cutting, can plunge and mill. |
| 2-Flute End Mill | US term for the same tool | Center-cutting, great for chip evacuation7. |
| Slot Mill | Often a specialist tool | High rigidity15, symmetrical flutes4, may not be center-cutting13. |
Conclusion
While a 2-flute end mill1 can cut a slot, a true slot mill2 is a specialist tool. Choose it for precision, rigidity15, and perfect finishes in full-width slotting applications.
Explore the versatility and applications of 2-flute end mills to enhance your machining knowledge. ↩
Learn about the unique design and advantages of slot mills for precision cutting. ↩
Discover the importance of specialized tools in achieving high precision in machining tasks. ↩
Learn about the design of symmetrical flutes and their benefits in reducing vibration. ↩
Learn about keyways and the tools best suited for creating them accurately. ↩
Understanding cutting forces can help you optimize your machining processes and tool selection. ↩
Explore the significance of chip evacuation in preventing tool breakage and ensuring a good finish. ↩
Understanding vibration can help you improve the quality of your machined parts. ↩
Explore the key factors that influence surface finish and how to achieve optimal results. ↩
Explore the role of coolant in maintaining tool life and machining efficiency. ↩
Learn about material hardening and its effects on machining processes. ↩
Discover the versatility of general-purpose end mills and their applications in various machining tasks. ↩
Learn about the benefits of center-cutting end mills for plunging and milling operations. ↩
Understanding flute counts can help you choose the right end mill for your material and application. ↩
Explore how tool rigidity impacts machining performance and precision. ↩
Discover the techniques and tools used in high-precision machining for critical applications. ↩
Explore the best practices for machining grooves for retaining rings to ensure proper fit. ↩
Understand the plunging process and its significance in creating pockets and slots. ↩
Understanding terminology can help you communicate effectively and choose the right tools. ↩