
Struggling with hardened steel jobs? Your standard drill bits are likely failing, costing you time, money, and a lot of frustration. Finding the right tool is the only way forward.
The best drill bit for hardened steel is a solid carbide drill bit1, preferably with a high-performance coating2 like TiAlN. Its superior hardness3, heat resistance4, and rigid design are essential for cutting materials above 45 HRC cleanly and efficiently without premature failure.

When you're facing a block of hardened steel, you quickly realize it's a different kind of beast. Your trusty High-Speed Steel (HSS) bits that work perfectly on mild steel will dull, burn, or snap in an instant. This isn't just about getting the hole drilled; it's about doing it efficiently, accurately, and without destroying a pile of tools in the process. I've been there, and I learned that success comes down to using the right tool for the job. Let's walk through exactly what that tool is and why it works so well.
Why is carbide the only choice for this job?
Drilling hardened steel feels impossible with the wrong bit. You push harder, but nothing happens except a ruined tool and a workpiece that's now even harder from the friction.
A solid carbide drill bit1 is the only real choice because its material properties far exceed those of steel. Made from tungsten carbide, it maintains its sharp cutting edge at temperatures that would instantly soften and ruin a high-speed steel bit, making it essential for this tough application.
To really understand why carbide is the go-to material, we need to look at what it's made of and how it compares to traditional High-Speed Steel (HSS). I remember a time when our shop took on a job involving D2 tool steel5 hardened to 60 HRC. We tried a premium cobalt HSS drill first, and it barely scratched the surface before the tip was glowing red and completely rounded over. We switched to a solid carbide drill, and it cut through the material smoothly. That experience taught me a valuable lesson about using the right material for the job.
Hardness and Heat Resistance
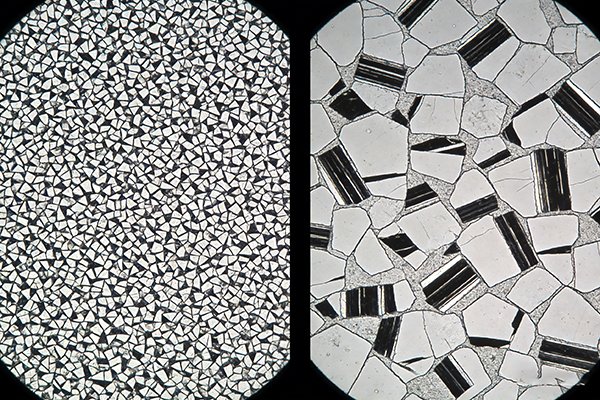
Carbide, which we often call tungsten steel, is a composite material. It's made by pressing and heating tungsten carbide powder with a binder like cobalt. This process creates a material that is incredibly hard—often over 90 HRA. More importantly, it has excellent "hot hardness3," meaning it stays hard even when it gets extremely hot from the friction of cutting. Hardened steel generates a ton of heat, and this is where HSS fails.
| Feature | Solid Carbide Drill | High-Speed Steel (HSS) Drill |
|---|---|---|
| Hardness | Extremely High (HRA 90+) | High (HRC 60-67) |
| Hot Hardness | Excellent (up to 1000°C) | Poor (softens around 600°C) |
| Wear Resistance | Exceptional | Good |
| Best For | Hardened steel, stainless, alloys | Mild steel, aluminum, wood |
Rigidity and Performance
Because solid carbide is so dense and stiff, the drill bit itself deflects much less under pressure. This rigidity6 is critical for drilling accurate, straight holes in tough materials. Less flex means less vibration, a better surface finish inside the hole, and a much lower chance of the drill bit walking off-center or breaking. It allows for cutting speeds7 3 to 5 times higher than HSS, which dramatically shortens cycle times and boosts our shop's productivity.
What are the 3 non-negotiable features of the right drill bit?
You know you need carbide, but you see dozens of options online. Choosing the wrong one still leads to broken bits and scrapped parts, wasting the money you invested in a better tool.
To succeed, the drill bit must have three key features: a solid carbide body for rigidity6, a TiAlN coating8 for heat management, and a 135° or 140° split point for accurate starting.
After you accept that carbide is the only way, the next step is to pick the right carbide drill. Not all are created equal, especially when the material you're cutting pushes back so hard. Over the years, through trial and a lot of error, I've learned that a successful drill for hardened steel must have a specific combination of features. If any one of these is missing, performance drops, and the risk of failure goes way up. Think of it as a system where every part has to do its job perfectly.
1. The Right Material: Solid Carbide
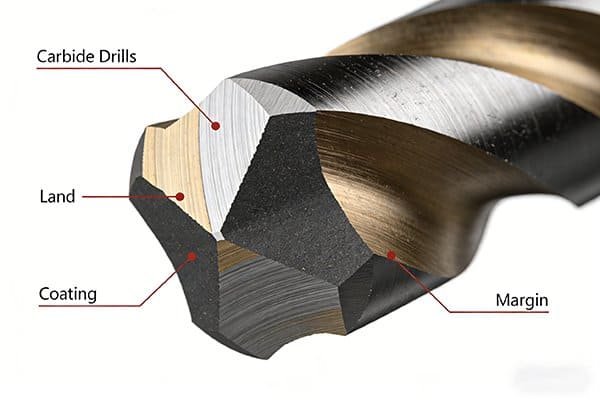
This is the foundation. A drill bit with a carbide tip brazed onto a steel body is not good enough. The brazing point is a weakness, and the steel shank lacks the rigidity6 needed to prevent vibration. For hardened steel, you must use a drill bit made from a single, solid piece of micro-grain carbide9. This provides maximum stiffness, preventing the micro-fractures that lead to catastrophic failure. It ensures the entire tool can withstand the immense pressure and stress of forcing a cutting edge through tough, abrasive material without bending or chattering.
2. The Right Coating: TiAlN or Better
A raw carbide drill is good, but a coated one is much better. The coating acts as a thermal barrier and a lubricant.
| Coating Type | Key Benefit | Max Temperature |
|---|---|---|
| TiN (Gold) | General Purpose | ~600°C |
| TiCN (Gray/Purple) | Good for abrasive materials10 | ~800°C |
| TiAlN (Black/Violet) | Excellent for high heat | ~900°C |
A Titanium Aluminum Nitride (TiAlN) coating is the standard for hardened steel. When it heats up, it forms a microscopic layer of aluminum oxide, which is like ceramic. This layer protects the carbide underneath from the extreme heat, allowing you to run the drill faster and longer. It dramatically increases tool life11.
3. The Right Geometry: Point and Flutes
The shape of the drill's tip is critical. A standard 118° point will "walk" or wander on a hard surface. You need a 135° or 140° split point. This flatter angle is more aggressive, and the split point design acts like a tiny chisel at the center, allowing the drill to start cutting immediately without needing a center punch. It's self-centering. Additionally, look for a drill with a short flute length. A shorter, stubbier drill is much more rigid and less likely to break.
How do you prevent the bit from breaking during use?
You bought the perfect carbide drill, but it snapped on the second hole. Now you're out the cost of an expensive bit and still behind schedule, wondering what you did wrong.
Preventing breakage requires a rigid setup, correct speeds and feeds, and effective chip evacuation12. Use a high-quality holder, start with conservative parameters from the manufacturer, and use peck drilling13 with coolant14.

Having the best drill bit in the world doesn't guarantee success. I’ve seen new machinists get frustrated when their expensive new tool breaks just as quickly as the old one. The truth is, the tool is only half the equation. Your technique and machine setup are just as important, if not more so. Drilling hardened steel is an unforgiving process. Any weakness in your setup will be exposed instantly, usually resulting in a snapped drill bit. Let's break down the practical steps you need to take at the machine to protect your investment and get the job done right.
Start with a Rigid Setup
Vibration is the number one enemy of carbide. Carbide is extremely hard, but that also makes it brittle. Unlike HSS, it doesn't bend—it shatters. To minimize vibration, you must ensure everything is as tight and short as possible.
- Tool Holder: Use a high-quality, precision holder like a hydraulic chuck, shrink-fit holder, or a new ER collet chuck. An old, worn-out holder will not grip the drill securely.
- Tool Overhang: Keep the drill bit as short as possible. Use a stub-length drill if you can, and only expose enough of the tool to drill to the required depth.
- Workholding: Clamp your workpiece down securely. Make sure it's flat on the table or in the vise and cannot move at all.
Use the Right Speeds and Feeds
Guessing your cutting parameters is a recipe for disaster. Too fast, and you'll burn up the coating and the cutting edge. Too slow, and the material can work-harden in front of the drill, making it even more difficult to cut. Always start with the cutting data provided by the tool manufacturer. They have tested their drills extensively. If you don't have data, a conservative starting point for a 6mm carbide drill in 55 HRC steel would be around 40-50 meters/minute surface speed and a feed of 0.05-0.08 mm/revolution. Then, you can adjust based on the sound and the chips you are making.
Clear the Chips and Stay Cool
Getting chips out of the hole is critical. If they pack up in the flutes, the drill will bind and snap.
- Coolant: Through-spindle coolant14 is best, as it blasts chips out from the point of the cut. If you don't have that, use high-pressure flood coolant14 aimed directly at the hole.
- Peck Drilling: For holes deeper than 2-3 times the drill diameter, use a peck drilling13 cycle (G83). This retracts the drill periodically to break the chip and allow coolant14 to enter the hole, clearing any packed swarf.
Which drill bits meet these professional standards?
You understand the theory, but now you need to buy a tool. How do you find a specific drill bit that you can trust to have all these features and perform reliably on the job?
Our NV-Tool15 3D and 5D Solid Carbide Drill series are engineered specifically for these challenges. They combine premium micro-grain carbide9, a high-performance TiAlN coating8, and an optimized 140° split point geometry16.

After covering the what, why, and how, it's fair to ask for a direct recommendation. At NV-Tool15, we don't just sell tools; we are a factory that manufactures them, and we use them to solve the same problems our customers face. We developed our professional drilling solutions based on years of experience and feedback from machine shops working with the toughest materials. When we set out to create a drill for hardened steel, we knew it had to tick every single box we've discussed today, with no compromises. We focused on the three pillars: the best material, the most effective coating, and the most reliable geometry.
Our Solid Carbide Drill Bits (3D/5D/8D Series) are the result of that focus.
The NV-Tool15 Advantage
We built these drills from the ground up to excel in difficult conditions. Here is how they align with the professional standards we've established:
- Premium Material: We start with top-quality, sub-micron grain tungsten carbide sourced from trusted partners. This isn't generic carbide; it's a specific grade chosen for its exceptional balance of hardness3 and toughness, ensuring it can resist chipping even under high feed rates.
- Advanced S680 Coating: Our drills feature our proprietary S680 series PVD coating. It's a multi-layer TiAlN-based coating designed for high-temperature applications. It provides the thermal barrier needed to protect the cutting edge and has a low-friction surface that helps chips flow smoothly out of the flutes, preventing packing.
- Engineered Geometry: The drills have a 140° self-centering split point, which eliminates the need for a spot drill and ensures the hole is precisely where you want it. The flute helix and web thickness are also optimized to provide maximum rigidity6 while still allowing for efficient chip evacuation12.
When you choose a drill from our lineup, you are getting a tool that was designed with a purpose. It's not just a general-purpose drill bit; it is a specialized solution built to make a difficult job predictable and profitable.
Conclusion
Drilling hardened steel is simple with the right carbide bit and proper technique. Focus on solid carbide, a TiAlN coating8, and a split-point geometry for reliable, professional results.
Explore the benefits of solid carbide drill bits for cutting hardened steel efficiently. ↩
Discover how high-performance coatings can significantly extend the life of drill bits. ↩
Understand the importance of hardness in drill bits for effective cutting of tough materials. ↩
Discover how heat resistance plays a crucial role in maintaining drill bit integrity during use. ↩
Understand the specific challenges and solutions for drilling tough materials like D2 tool steel. ↩
Find out how rigidity contributes to accurate drilling and reduces the risk of breakage. ↩
Get insights on optimal cutting speeds to maximize efficiency and tool life. ↩
Learn how TiAlN coating enhances drill life and performance in high-heat applications. ↩
Discover the advantages of micro-grain carbide in producing durable and effective drill bits. ↩
Learn about drill bits specifically designed to handle abrasive materials effectively. ↩
Understand the key factors that affect the longevity and performance of drill bits. ↩
Learn about the importance of effective chip removal in preventing drill bit failure. ↩
Understand the peck drilling technique for deeper holes and its benefits in chip management. ↩
Find out how coolant can enhance tool life and performance during drilling operations. ↩
Explore the unique features and advantages of NV-Tool drill bits for hardened steel. ↩
Learn how split point geometry enhances drilling accuracy and reduces wandering. ↩