Drilling tough materials is slow and wears out bits fast. This costs you time and money. Carbide drill bits offer a powerful, long-lasting solution for these demanding jobs.
A carbide drill bit is often the only answer when drilling hardened steels, stainless steel, titanium alloys, and abrasive composites. Its superior hardness and heat resistance prevent bit failure and ensure precision where standard high-speed steel (HSS) bits cannot perform, especially in high-volume production environments.

We talk to machinists and shop owners every day. A common story I hear is about the frustration of a project grinding to a halt because a standard drill bit just gave up. You've probably been there. The bit gets dull, the hole is oversized, or worse, the bit snaps. This is where understanding your tooling becomes critical. It's not just about getting the job done; it's about getting it done efficiently and correctly, the first time. Let's look at why carbide is sometimes the only tool for the job.
What Makes Carbide So Different from Your Steel Bits?
Your standard high-speed steel (HSS) bits are failing on tough jobs. They get dull quickly and can't handle the heat. This means slow work and constant bit replacements.
Carbide drill bits are fundamentally different because they are made from a composite of tungsten carbide and cobalt, not just steel. This material is incredibly hard and retains its hardness at high temperatures, allowing for much faster and more durable drilling than HSS bits can offer.

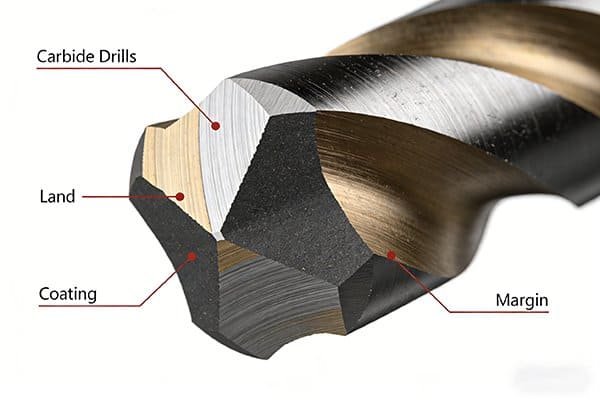
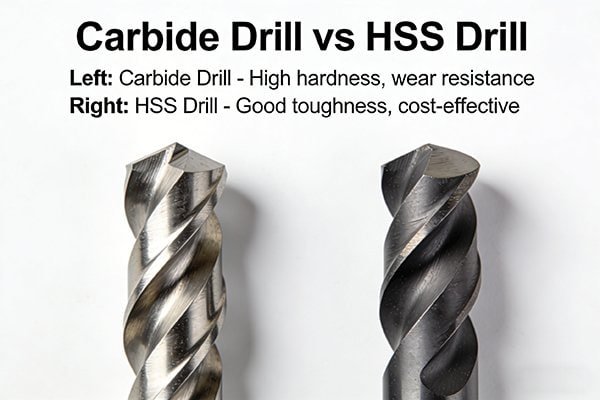
The difference between carbide and high-speed steel (HSS) is all about the material science. I often explain it to my clients like this: HSS is a great general-purpose tool steel. It has good toughness, which means it can flex a little without breaking. But its weakness is hardness and heat resistance. When you're drilling, you generate a lot of heat right at the cutting edge. HSS starts to soften around 600°C. Carbide, on the other hand, is a different beast entirely. It's not a simple steel; it's a composite material. We take super-fine tungsten carbide powder, which is extremely hard, and mix it with a metal binder like cobalt. We then press it into shape and heat it in a furnace in a process called sintering. This creates a material with incredible hardness—often over HRA 90—that stays hard even at 1000°C. This property, called "hot hardness," is the secret to carbide's performance. It allows the bit to keep its sharp cutting edge even when it's glowing red hot, which is why we can run them so much faster than HSS.
Carbide vs. HSS: A Quick Comparison
| Feature | High-Speed Steel (HSS) | Solid Carbide |
|---|---|---|
| Material | Tool Steel Alloy | Tungsten Carbide + Cobalt |
| Hardness | ~HRC 65 | ~HRA 92 (≈HRC 78) |
| Heat Resistance | Softens around 600°C | Stays hard up to 1000°C |
| Typical Speed | Slower (e.g., 20-30 m/min) | Much Faster (e.g., 80-150 m/min) |
| Best For | General purpose, softer metals | Hard materials, high production |
What Materials Will Destroy a Regular Bit (But Not Carbide)?
You're trying to drill a hardened plate or a piece of stainless steel. Your HSS bit just skates across the surface, smokes, and dies. This stops your production line dead.
Materials that will quickly destroy an HSS bit include hardened steels (above 40 HRC), stainless steels, titanium, Inconel, and abrasive composites like carbon fiber. Carbide's superior hardness and heat resistance allow it to cut these tough, work-hardening, and abrasive materials effectively.

I remember a client in the automotive parts business who was struggling with a stainless steel component. They were burning through HSS drills every fifty parts. The problem is that materials like stainless steel have a nasty habit of "work hardening." As the HSS bit cuts, the heat and pressure make the material right in front of the cutting edge even harder. The bit has to work harder and harder until it fails. Carbide doesn't have this problem. Because it stays hard at high temperatures, it cuts cleanly through the material before significant work hardening can occur. This same principle applies to many other difficult materials that we see in industries from aerospace to mold making.
The Machinist's Hit List for HSS Drills
- Hardened Steels: Any steel heat-treated above 40-45 HRC is a challenge. HSS is simply not hard enough to penetrate it effectively for long. Carbide is the standard solution here.
- Stainless Steels (300 Series): These are tough and gummy, and they work-harden instantly. An HSS bit will dull, generate more heat, and cause even more work hardening in a vicious cycle.
- High-Temperature Alloys (Inconel, Hastelloy): Used in aerospace, these materials are designed to be strong at high temperatures. That's exactly what you don't want when you're trying to cut them. Carbide, especially with a modern PVD coating, is essential.
- Titanium Alloys: Titanium is strong, light, and has poor thermal conductivity. This means all the heat from cutting stays in the tool, which is a death sentence for HSS. Carbide can handle the heat.
- Abrasive Materials (Cast Iron, Composites): Materials like cast iron and carbon fiber aren't necessarily hard, but they are very abrasive. They act like sandpaper, wearing down the sharp edge of an HSS bit very quickly. Carbide's extreme wear resistance makes it last much, much longer.
What Are the Hidden Costs of Not Using Carbide?
You look at the price of a carbide drill and think it's too expensive. So you stick with cheaper HSS bits, but you're constantly replacing them and your machine is always down.
The hidden costs of not using carbide are significant. They include lost production time due to frequent tool changes, money wasted on scrapped parts from poor hole quality, and lower overall machine output because you are forced to run at slower speeds and feeds.

The initial price of a tool is only a small part of the total cost of making a hole. This is a conversation I have with purchasing managers all the time. They see a carbide drill costs five or ten times more than an HSS drill and they hesitate. But a smart machinist looks at the bigger picture. Let's say you change an HSS bit every 100 holes, and it takes five minutes to change it. If a carbide bit can drill 2,000 holes, you've just eliminated 19 tool changes. That's 95 minutes of machine time you just got back. Time is money. Now, consider that the carbide drill is also running three to five times faster. That single HSS drill might take 30 seconds per hole, while the carbide drill does it in 8 seconds. Over thousands of parts, the time savings are enormous. You're getting more parts out the door, with the same machine and the same operator. Suddenly, that "expensive" carbide drill looks like the cheapest option available because it lowers your cost per hole. On top of that, the consistent quality from a carbide drill means fewer rejected parts, less rework, and happier customers.
So, When Should You Choose Carbide for Your Project?
You know carbide is better for tough jobs, but you're unsure if it's right for your specific application. You don't want to overspend on tooling if a cheaper option will work.
You should choose a carbide drill bit when machining hard or abrasive materials, in high-volume production runs where speed is critical, or when you need tight tolerances and excellent surface finish. It's an investment in efficiency, quality, and lower overall cost-per-hole.
Choosing the right drill bit is a strategic decision. You need to balance performance with cost. For a one-off hole in a piece of mild steel in the maintenance shop, a simple HSS drill is perfectly fine. But in a production environment, the calculation changes. The first question I always ask a client is, "What material are you cutting?" If the answer is hardened steel, stainless, titanium, or a composite, the conversation immediately turns to carbide. It's not a preference; it's a necessity. The next question is, "How many holes are you making?" If it's a production run of thousands of parts, the speed and long life of carbide will provide a massive return on investment. Even on softer materials like aluminum or mild steel, if the volume is high enough, carbide can be the right choice because you can run the machine so much faster and change tools far less often. Finally, we discuss quality. If you need a perfectly round, straight hole with a beautiful finish, ready for the next operation without reaming, a solid carbide drill is your best bet due to its rigidity and stable cutting geometry. It's about using the right tool for the job to maximize your shop's productivity and profitability.
Conclusion
Carbide drill bits are the clear choice for tough materials and high-volume production. They deliver the speed, longevity, and precision that modern manufacturing demands, making them a worthwhile investment.