
Are slow drilling speeds and constant bit changes hurting your productivity? There's a better way. Solid carbide drill bits deliver the speed, precision, and durability your shop needs.
Choosing the right solid carbide drill bit depends on your material, hole depth, and machine. Consider the bit's length (3D, 5D, etc.), coating (like TiAlN), and point angle (118° or 135°). These factors directly impact your drilling speed, accuracy, and tool life.

Over my years in the cutting tool industry, I've seen countless shops struggle with drilling operations. It often comes down to small, overlooked details that make a huge difference. Getting the basics right is the first step to unlocking faster cycle times and better part quality. Let’s break down why solid carbide is a game-changer and how you can pick the perfect drill for any job, ensuring you get the most out of every tool.
Why choose solid carbide for your drilling application?
Is your high-speed steel drill struggling with tough materials? This leads to poor hole quality and slow cycle times. Solid carbide drills power through difficult materials with ease.
Choose solid carbide for its high efficiency, long lifespan, and superior rigidity. It drills 3-5 times faster than HSS and lasts dozens of times longer, especially in tough materials like stainless steel, hardened steel, and high-temperature alloys, ensuring consistent and precise holes.

When we talk about "carbide," we're talking about an incredibly tough composite material. It's made from tungsten carbide powder fused with a binder like cobalt. The result is a material that is extremely hard and can withstand very high temperatures, often up to 1000°C. This is the core difference between solid carbide and traditional High-Speed Steel (HSS) drills. HSS is tough, but it just can't handle the heat and abrasion like carbide can.
This is why I always point customers toward solid carbide for serious production work. The benefits are just too significant to ignore. You get much higher cutting speeds, which means your machine finishes the job faster. The tool also lasts incredibly long, reducing downtime from tool changes. Its high rigidity means the drill doesn't flex, giving you straighter, more accurate holes. For difficult materials like stainless steel or hardened alloys, it's not even a competition. HSS will fail quickly, while a good carbide drill will keep going.
| Feature | High-Speed Steel (HSS) | Solid Carbide |
|---|---|---|
| Hardness | Good | Exceptional |
| Heat Resistance | Moderate | Very High |
| Cutting Speed | Standard | 3-5x Faster |
| Tool Life | Standard | 10-20x Longer |
| Best For | General purpose, soft metals | Hard materials, high production |
How do you choose the right drill bit length?
Using a drill that's too long causes vibration and inaccuracy. This can lead to scrapped parts and broken tools. Choosing the right length ensures stability and precision.
Choose the shortest drill bit possible for your application. Standard lengths like 3D and 5D (3 or 5 times the diameter) offer the best rigidity and accuracy. Longer drills (8D, 12D) are for deep-hole applications but require more careful speed and feed management to avoid deflection.

The length of your drill bit is one of the most critical factors for success. You’ll often see lengths described as "3D," "5D," "8D," and so on. This simply means the flute length is 3, 5, or 8 times the drill's diameter. The rule I always tell people is simple: use the shortest drill that can do the job. Why? Because a shorter drill is a more rigid drill. Think of it like trying to write with a very long pencil versus a short one; the short one gives you much more control and stability.
When a drill is too long for the application, it's more likely to vibrate or "deflect." This creates chatter, results in oversized or out-of-round holes, and puts immense stress on the cutting edge, often leading to a broken tool. I remember a customer who kept breaking expensive 12D drills. We discovered they were using them for shallow 2D holes. We switched them to a 3D drill, and not only did they stop breaking tools, but their cycle time also improved because they could run the machine faster with the more stable setup.
| Drill Length | Common Application | Key Characteristic |
|---|---|---|
| 3D | General purpose, shallow holes | Maximum rigidity, highest speeds |
| 5D | Most common, versatile length | Good balance of reach and stability |
| 8D | Deeper holes, engine blocks | Requires reduced speeds/feeds |
| 12D+ | Specialized deep-hole drilling | Needs precise setup, coolant |
Does the coating on a drill bit really matter?
Are your uncoated drills wearing out too quickly? This forces frequent tool changes and increases costs. The right coating can dramatically extend tool life and boost performance.
Yes, coatings matter immensely. They act as a protective barrier, increasing surface hardness, reducing friction, and improving heat resistance. A coating like TiAlN can significantly extend tool life and allow for much higher cutting speeds, especially in abrasive or tough materials.

A coating on a drill bit is like armor for the cutting edge. It's a microscopically thin layer of an extremely hard ceramic material applied through a process called PVD (Physical Vapor Deposition). This armor does a few amazing things. First, it dramatically increases the surface hardness, protecting the carbide edge from abrasive wear. Second, it adds lubricity, which means it's slicker than the uncoated carbide. This reduces friction as the chip slides up the flute, which in turn reduces heat buildup and helps evacuate chips more effectively.
Most importantly, coatings act as a thermal barrier. When you're drilling at high speeds, especially in materials like steel or stainless steel, the tip of the drill gets incredibly hot. A coating like Titanium Aluminum Nitride (TiAlN) protects the carbide underneath from that extreme heat, allowing the tool to maintain its hardness and continue cutting effectively. We've seen customers double or even triple their tool life just by switching from an uncoated drill to the correct coated one. It's one of the most cost-effective upgrades you can make to your drilling process.
| Coating Type | Color | Best For |
|---|---|---|
| TiN | Gold | General purpose, non-ferrous materials |
| TiCN | Blue-Gray | Abrasive materials, cast iron |
| TiAlN / AlTiN | Black/Violet | High-temp alloys, steel, stainless steel |
What does the point angle (e.g., 118° vs. 135°) mean for you?
Drill bits walking or creating burrs at the start of a hole? The wrong point angle could be the problem. Choosing the right angle ensures a clean, accurate start.
The point angle affects how the drill enters the material. A 118° point is for softer materials like aluminum and mild steel. A flatter 135° point is better for harder materials like stainless steel and alloy steels, as it provides better centering and reduces thrust.
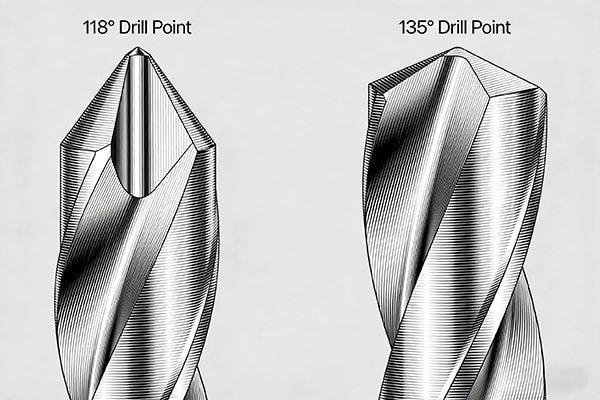
The point angle of a drill is the angle at the very tip, and it determines how the tool engages with the workpiece. The two most common angles you'll see are 118° and 135°. A 118° point is sharper and more aggressive. It works well in softer materials like aluminum, brass, and mild steels because it shears the material easily. However, this sharp point has a tendency to "walk" or wander across the surface when you start a hole, especially without a center punch or spot drill.
A 135° point is flatter. This design is much better at self-centering, which is a huge advantage in a CNC machine. It's the standard choice for drilling harder and tougher materials like alloy steels, stainless steel, and other high-temperature alloys. The flatter angle provides more support to the cutting edge and reduces the risk of chipping. Many 135° drills also feature a "split point," which is a special grind at the tip that further enhances its self-centering ability and reduces the amount of downward pressure, or thrust, needed to start the cut. For almost all of my CNC customers, I recommend a 135° split point. It eliminates the need for a separate spotting operation, which saves a tool change and shortens the cycle time.
| Point Angle | Best Materials | Key Feature |
|---|---|---|
| 118° | Aluminum, Mild Steel, Brass | Aggressive cut, requires center punch |
| 135° | Stainless Steel, Hardened Steel | Self-centering, more durable edge |
Are these suitable for handheld drills?
Thinking of using a carbide drill in your hand drill? The brittleness of carbide can lead to instant breakage and wasted money. It's crucial to understand their limitations.
No, solid carbide drill bits are generally not recommended for handheld drills. They are very hard but also brittle. The lack of rigidity and stability in a handheld drill can easily cause the carbide to chip or shatter. They perform best in rigid setups like CNC machines or drill presses.

This is a question I get a lot, and the answer is a firm no. You should not use solid carbide drills in a handheld drill. The reason comes down to a property trade-off: hardness versus toughness. Solid carbide is incredibly hard, which is why it holds an edge for so long. But it's also very brittle, like glass. It has almost no ability to flex. HSS, on the other hand, is not as hard, but it is much tougher and can tolerate a little bit of bending and vibration without breaking.
A handheld drill is an unstable environment. Your hands can't hold it perfectly straight, the speed is inconsistent, and the feed pressure is uneven. Any slight wobble or side-load will put a bending force on the drill bit. For a tough HSS drill, this isn't a huge problem. But for a brittle carbide drill, it's a recipe for disaster. The drill will instantly snap or shatter, which is both a waste of a good tool and a potential safety hazard. Solid carbide tools need the rigid, controlled environment of a CNC machine, mill, or a sturdy drill press to perform properly. In these machines, they are perfectly aligned and fed into the material consistently, allowing their hardness to shine. For hand drilling tough materials, a good quality cobalt HSS drill is a much safer and more effective choice.
Conclusion
Choosing the right solid carbide drill involves understanding its length, coating, and point angle. Use this knowledge to boost your shop's efficiency, improve hole quality, and maximize your tool life.