
Choosing the right end mill feels overwhelming. The wrong tool breaks, ruins your part, and wastes money. But asking a few simple questions makes the perfect choice clear and simple.
The best end mill solves your specific problem. Consider your material, operation (roughing or finishing), part geometry, machine capabilities, and whether you need a coating to fight heat, friction, or wear.

I've been in this business for over a decade, and I've seen it all. A customer calls, frustrated that their tools are failing. We talk, and I find out they're using a tool meant for aluminum to cut stainless steel. It’s an easy mistake to make, but a costly one. The good news is that you don't need to be a tooling expert to get it right. You just need to think like a problem-solver. Instead of asking "What end mill do I need?", you should be asking, "What problem am I trying to solve?". Let's walk through the key questions that will lead you to the perfect tool for your job, every single time.
What Material Are You Cutting, and Why Does It Matter Most?
Have you ever tried cutting tough steel with an end mill designed for soft aluminum? It ends with a snapped tool and a scrapped part. Matching the tool to the material is the first and most important step.
The material you're cutting dictates the end mill's geometry, like its flute count and helix angle, and its composition, like the carbide grade and coating. Hard materials need more flutes for strength, while soft materials need fewer flutes for chip evacuation.

This is the foundation of every machining decision. The properties of the material you're cutting create a specific set of problems that the end mill must solve. For soft, gummy materials like aluminum, the biggest problem is chip evacuation. Chips can get sticky and weld themselves to the tool, causing it to fail instantly. To solve this, you need an end mill with deep, open chip grooves. This means fewer cutting edges, or what we call flutes. A 2-flute or 3-flute end mill provides maximum space for chips to fly out.
Conversely, hard materials like stainless steel or Inconel present a different problem: immense cutting pressure and heat. To solve this, you need to distribute the cutting forces. More flutes—say, 5, 6, or even 7—mean more cutting edges are engaged with the material at any given time. This creates smaller chips, reduces the load on each individual cutting edge, and results in a much smoother finish. The helix angle, the angle of the cutting edge, also plays a huge role. A higher helix angle (e.g., 45°) provides a smoother shearing action, which is great for finishing hard metals.
| Material Group | Common Materials | Recommended Flute Count | Key Considerations |
|---|---|---|---|
| Soft, Non-Ferrous | Aluminum, Brass, Plastics | 2-3 Flutes | Excellent chip evacuation is critical to prevent chip welding. |
| Ferrous Metals | Steels, Stainless Steels | 4-6 Flutes | Higher flute count provides a better finish and tool stability. |
| Hardened Materials | Hardened Steels (>45 HRC), Titanium | 5-7+ Flutes | Many cutting edges reduce tool pressure and improve surface finish. |
Are You Removing Material Quickly or Creating a Perfect Finish?
You need to hog out a massive pocket, but your tool is slow and chattering. Wasting machine time and getting a bad finish costs you money on every single job. Choosing between a roughing and finishing tool is key.
For rapid material removal, or roughing, use end mills with fewer flutes and a strong geometry, often with serrated edges called chip breakers. For a perfect surface finish, use end mills with a higher flute count and a precise profile.
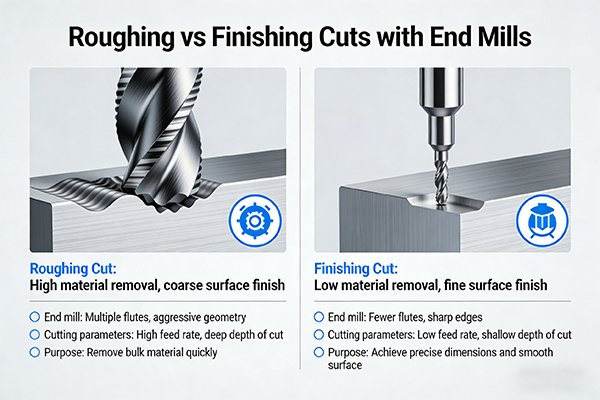
Machining is almost always a two-step process: roughing and finishing. The goal of roughing is pure speed. You want to remove as much material as possible, as quickly as possible, to get the part to its near-net shape. The surface finish doesn't matter here. The tool for this job is a brute. Roughing end mills, sometimes called "corn cob" roughers, have serrated cutting edges. These serrations act as chip breakers, breaking long, stringy chips into small, manageable pieces. This dramatically reduces cutting forces, lessens heat buildup, and allows for much deeper and faster cuts without chatter.
Once the bulk of the material is gone, you switch to a finishing tool. Here, the goal is precision and surface quality. A finishing end mill has smooth cutting edges and, as we discussed, a higher flute count (4 or more). With more flutes, the feed per tooth is lower, and more cutting edges are engaged with the surface at once. This creates an incredibly smooth finish and allows you to hold very tight tolerances. Trying to use a finishing tool for heavy roughing will likely break it, and trying to get a mirror finish with a rougher is impossible. Using the right tool for each stage is non-negotiable for efficiency.
| Operation | Goal | Tool Characteristics | Example |
|---|---|---|---|
| Roughing | High Material Removal Rate (MRR) | Fewer flutes (2-4), coarse pitch, serrated edges | Corn cob rougher |
| Finishing | Excellent Surface Finish, Tight Tolerances | More flutes (4+), fine pitch, smooth cutting edges | 6-flute finisher |
How Deep is the Pocket or How Thin is the Wall?
Reaching the bottom of a deep pocket without the tool rubbing is a constant challenge. Your standard end mill is too short, but a longer one deflects, chatters, and eventually breaks. Matching tool length to the job's geometry is critical.
For deep pockets, you need an end mill with enough length of cut and reach. For thin walls, a tool with sharp edges and a high helix angle reduces cutting forces. Always use the shortest tool possible for maximum rigidity.

The geometry of your part dictates the geometry of your tool. The most important rule in milling is to use the shortest tool that can do the job. The further the cutting edges are from the tool holder, the more the tool will want to bend and vibrate—this is called deflection. Deflection is the enemy of accuracy and tool life. So, for shallow features, always grab a standard-length end mill.
But what about deep pockets? Here, you need to look at two things: the cutting edge length and the overall reach. You need a cutting edge length that is long enough to machine the wall height. If the pocket is deeper than the cutting length, you might need a tool with a "necked-in" shank. This is where the shank diameter right behind the cutting edges is smaller, providing clearance so the non-cutting part of the tool doesn't rub against the pocket wall. For machining thin, delicate walls, the problem is different. Here, you want to minimize the radial cutting force (the force pushing against the wall). A very sharp end mill with a high helix angle (45° or more) helps by creating more of an upward, axial force, effectively pulling on the material rather than pushing it, which keeps the thin wall from vibrating or breaking.
| Feature | Challenge | Solution | Key Tool Parameter |
|---|---|---|---|
| Deep Pockets | Reaching the bottom without shank rubbing | Use a tool with a long reach or a necked-down shank. | Length of Cut, Overall Length |
| Thin Walls | Wall deflection or breakage | Use a sharp tool with a high helix angle to reduce radial pressure. | Helix Angle, Edge Sharpness |
| General Rule | Tool deflection and chatter | Maximize rigidity by minimizing tool "stick-out". | Overall Length |
How Rigid and Fast is Your CNC Machine?
Have you ever bought a high-performance end mill but failed to see better results? Your machine might not have the rigidity or speed to take advantage of it, leading to chatter and poor performance. Matching your tool to your machine is crucial.
A rigid, high-speed machine can leverage aggressive, high-performance tools for maximum efficiency. Less rigid or lower-RPM machines benefit from tools designed to reduce cutting forces, like those with fewer flutes or specific variable-helix geometries.

Not all CNC machines are created equal. A massive machine with a 50-taper spindle and box ways is incredibly rigid. It can handle heavy, aggressive cuts without vibrating. On the other hand, a smaller benchtop mill or a machine with a 30-taper spindle is less rigid and more susceptible to chatter. You can't use the same tool and cutting parameters on both. For a heavy-duty machine, you can use tools designed for the highest possible material removal rates.
For less rigid machines, you need to be smarter. The goal is to reduce cutting forces. This can mean using an end mill with a positive rake angle, which creates a sharper cutting edge that shears the material more easily. Another fantastic solution for combating chatter, especially on less rigid setups, is a variable-helix end mill. These tools have uneven spacing between their flutes. This unique geometry breaks up the cutting rhythm, disrupting the harmonic vibrations that cause chatter. It's a game-changing technology that allows you to push lighter machines much harder than you'd think possible. Spindle speed (RPM) also matters. If you're doing high-speed machining (HSM), you need tools that are balanced for high RPMs to avoid dangerous vibrations.
Do You Need to Fight Heat, Friction, or Wear?
Your end mills are wearing out too quickly, killing your profitability on a job. Constantly stopping the machine to change tools wastes time and money, and inconsistent wear ruins parts. The right coating is your first line of defense.
Coatings are essential for combating heat, friction, and abrasion. A coating like AlTiN is great for high-temperature steel machining, while a DLC or ZrN coating is ideal for preventing chip welding when cutting non-ferrous materials like aluminum.

An uncoated carbide end mill is a good tool. But a coated carbide end mill is a great tool. A coating is a micro-thin layer of an extremely hard ceramic material applied to the tool's surface. This coating acts as a shield, providing three key benefits. First, it adds surface hardness, protecting the sharp cutting edge from abrasive wear when cutting materials like cast iron or composites. Second, it acts as a thermal barrier. The heat generated during cutting transfers into the chip instead of soaking into the tool, allowing you to run at much higher speeds and feeds, especially in materials like steel and stainless steel.
Finally, a good coating reduces the coefficient of friction, a property we call lubricity. This makes the tool's surface slicker, so chips glide off more easily instead of sticking. This is absolutely critical when machining aluminum, titanium, or other gummy materials. Different coatings are designed to solve different problems. For example, an Aluminum Titanium Nitride (AlTiN) coating forms a layer of aluminum oxide at high temperatures, making it a fantastic thermal barrier for high-speed steel machining. A Zirconium Nitride (ZrN) coating, on the other hand, is extremely slick and prevents aluminum from sticking to the tool. Choosing the right coating can easily double or triple the life of your end mill.
| Coating | Full Name | Key Properties | Best For |
|---|---|---|---|
| TiN | Titanium Nitride | General purpose, good hardness | Steels, general machining |
| TiCN | Titanium Carbonitride | Higher hardness than TiN, wear resistance | Abrasive materials, cast iron |
| AlTiN | Aluminum Titanium Nitride | Excellent heat resistance, thermal barrier | High-speed machining of steels, stainless, nickel alloys |
| ZrN | Zirconium Nitride | Excellent lubricity, prevents material buildup | Non-ferrous materials like aluminum and titanium |
| DLC | Diamond-Like Carbon | Extremely low friction, very hard | Graphite, composites, non-ferrous metals |
Conclusion
By asking these five questions, you change from buying a tool to solving a problem. This simple shift in mindset ensures you get the right end mill for every single job.