
Your cheap end mill just snapped, ruining an expensive part. This costs you time, material, and profit. The real cost of a tool isn't its price, but its performance.
The true cost of a solid carbide end mill1 goes far beyond its initial price. It's a combination of the carbide grade2, the precision of the flute geometry3, the specific shape of the cutting edge4, and the advanced coating. These factors directly dictate performance, tool life5, and profitability.

Over the years, I've seen countless machine shops try to save a few dollars on a tool, only to lose hundreds on a scrapped workpiece or excessive downtime. It's a tough lesson to learn, and it's why we focus so much on the engineering behind our tools. It's not just about selling a product; it's about providing a solution that works reliably every single time. Let's break down what you're really paying for when you invest in a high-quality end mill. It all starts with the foundation of the tool itself.
Is All Carbide Created Equal? A Look at Grade and Grain Size?
You assume all "tungsten carbide6" is the same. But using the wrong grade leads to poor tool life5, chipped edges, and failed jobs, costing you more in the end.
No, not all carbide is equal. Its performance is determined by the tungsten carbide6 grain size and cobalt content. Different grades are engineered for specific materials, from cast iron to hardened steels. Choosing the right grade is the first critical step to successful machining.
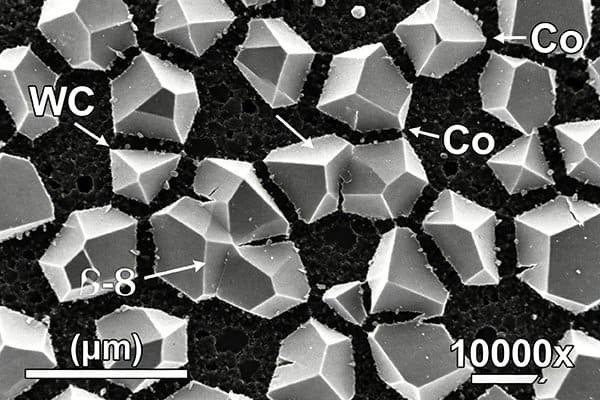
When we talk about the "matrix" or "grade" of an end mill, we're talking about its very DNA. This is the solid carbide material that forms the body of the tool. Its properties are the foundation for everything else. The performance of this carbide is decided by two main things: the size of the tungsten carbide6 (WC) grains and the amount of cobalt (Co) binder holding them together. Think of it like concrete: the WC grains are the strong gravel, and the cobalt is the cement. The right mix gives you the right properties for the job.
International standards (ISO) help us categorize these grades so you can make an informed choice.
Common Carbide Grades
| ISO Code | Color Mark | Primary Application | Key Characteristics |
|---|---|---|---|
| K-Class | Red | Cast Iron, Non-Ferrous Metals | Often has coarser grains, providing excellent wear resistance. |
| P-Class | Blue | Steels | Good toughness and resistance to the crater wear common in steel. |
| M-Class | Yellow | Stainless Steels, General Purpose | A balanced grade suitable for a mix of materials. |
| S-Class | No Standard | Heat-Resistant Alloys, Hardened Steel | Uses ultra-fine or nano-grain carbide for incredible toughness and hardness. |
For us, the S-class is where the real magic happens for difficult jobs. When you're cutting materials over 45 HRC, you need a tool that won't give up. These S-class grades use a very fine grain structure. This gives the tool extreme toughness to resist chipping while maintaining the high hardness needed to cut through tough materials. This is the foundation of a high-performance end mill.
Why Does Flute Geometry Separate a Good Tool from a Great One?
Your end mill is clogged with chips and vibrating. This leads to a terrible surface finish and can even break the tool, stopping production dead in its tracks.
Flute geometry is the engineering that controls how chips are formed and evacuated. A great tool has an optimized helix angle7 and flute shape to ensure smooth cutting, prevent chip packing, and deliver a superior surface finish, especially in deep pockets or aggressive cutting.

If the carbide grade2 is the tool's foundation, its geometry is the architecture. This is about the shape of the flutes, the helix angle7, and the number of cutting edge4s. It’s not just about making a tool sharp; it's about designing it to cut a specific material efficiently. One of the most important factors here is the helix angle7—the angle of the spiral flutes.
A lower helix angle7 (around 30°) creates a more abrupt, chopping cut. This is sturdy and good for roughing tough materials, but it can cause more vibration. In our experience, the trend for high-efficiency machining is moving towards higher helix angle7s. A tool with a 40° or 45° helix angle7 engages the material more gently. The cutting action is more like shearing than chopping. This has several big advantages:
- Smoother Cutting: It reduces cutting forces8 and vibration, which is great for achieving a good surface finish.
- Better Chip Evacuation: The higher angle acts like a screw, actively pulling chips up and out of the cut. This is critical when you're milling deep slots or pockets where chips can get packed in.
- Longer Tool Life: Lower vibration and smoother cutting mean less stress on the cutting edge4, which helps the tool last longer.
The number of flutes also plays a huge role. For soft, gummy materials like aluminum, you want fewer flutes (2 or 3) to leave lots of room for the big chips to escape. For harder materials like steel, you want more flutes (4, 5, or more) to get more cutting edge4s engaged and increase your feed rates. A great tool has these elements perfectly balanced for its intended job.
How Does the Sharpness and Shape of the Cutting Edge Define Performance?
You notice the very tip of your new end mill has chipped. This tiny failure ruins your part's finish and forces you to replace the tool way too early.
The cutting edge4 is where all the action happens. A perfectly sharp edge is great for soft materials, but for hard metals, a precisely prepared edge with a microscopic rounding (honing) adds critical strength. This prevents micro-chipping9 and dramatically extends tool life5.

We can zoom in even further, right to the business end of the tool: the cutting edge4. You might think that the sharper, the better, like a razor blade. And for some applications, like cutting aluminum, that’s true. A polished, razor-sharp edge will give you a beautiful, mirror-like finish. However, when you start machining steel, stainless steel, or other hard materials10, a razor-sharp edge is actually fragile. Under high pressure, that microscopic edge can easily chip or break down.
This is why high-quality end mills for hard materials10 feature a prepared cutting edge4. We call this process "honing" or "passivation." We intentionally create a tiny, controlled radius on the cutting edge4—it's so small you can't see it without magnification. This slight rounding does something amazing: it removes any microscopic burrs left from grinding and adds a huge amount of strength to the edge. It makes the edge far more resistant to the shock and impact of interrupted cuts or the high forces of cutting hard materials10.
Think of it this way:
- Sharp Edge: Low cutting forces8, ideal for finishing soft materials.
- General Purpose Edge: A balance of sharpness and strength for a wide range of jobs.
- Honed/Strengthened Edge: Maximum impact resistance, designed for heavy roughing and machining hard materials10.
This small detail is often what separates a standard tool from a premium one that lasts two or three times longer in a tough application.
When is a High-Performance Coating an Investment, Not an Expense?
You buy uncoated end mills to save a few dollars. But they wear out so fast that you're constantly stopping the machine to change them, killing your productivity.
A coating becomes an investment when it allows you to run your machine faster, extends tool life5 by 2-5 times, or enables you to cut difficult materials effectively. Coatings like TiAlN and TiSiN create a super-hard, heat-resistant barrier, saving you far more in production time than their initial cost.

The final piece of the puzzle is the coating. This is a micro-thin layer of advanced ceramic material applied to the tool's surface. It might only be a few microns thick, but its impact on performance is massive. An uncoated carbide tool is good, but a coated one is in another league. The coating acts as a protective shield for the carbide substrate. It provides two huge benefits: incredible hardness and excellent heat resistance.
When you're machining, a tremendous amount of heat is generated right at the cutting edge4. This heat is the enemy of tool life5. A good coating acts as a thermal barrier, preventing that heat from softening the carbide underneath. Some coatings even get harder as they get hotter.
Common High-Performance Coatings
| Coating Name | Key Feature | Best For | Important Note |
|---|---|---|---|
| TiAlN / AlTiN | Forms a hard Alumina (Al₂O₃) layer at high temps | The workhorse for steel, stainless steel, and high-temp alloys. Great for dry cutting. | |
| TiSiN | Extremely high hardness and oxidation resistance | Ultra-high hardness materials (HRC 60+), hardened steels. | Top-tier for the toughest jobs. |
| Diamond (CVD) | The hardest coating available, very low friction | Non-ferrous materials: Aluminum, Copper, Graphite, Composites. | NEVER use on steel or any iron-based material. The carbon in the diamond reacts with iron. |
So, when you pay an extra 15-20% for a coated tool, you're not just buying a different color. You are buying the ability to run your spindle faster, feed your machine harder, and change your tools less often. In almost every professional application, the increase in productivity far outweighs the small additional cost of the coating. It’s an investment that pays for itself on the very first job.
How Do You Match the Right Tool to Your Machine, Material, and Mission?
You bought a top-of-the-line end mill, but it’s chattering and giving a poor finish. The best tool in the world will fail if it's the wrong tool for the job.
Matching the tool is about the entire system. You must consider the material you're cutting, the rigidity and speed of your CNC machine11, and your mission (heavy roughing vs. precision finishing). The perfect tool is only perfect when it's used in the right application.

Now we bring it all together. A world-class end mill is a system of components: the right carbide grade2, optimized geometry, a prepared cutting edge4, and an advanced coating. But even the best tool is useless if it doesn't match the application. The final step is to think about the entire machining process. I always ask our customers three questions: What are you cutting? What machine are you using? And what are you trying to achieve?
The material dictates everything. Cutting soft aluminum is completely different from milling hardened tool steel. The machine is also critical. A long, light-duty tool will just chatter and fail on a powerful, rigid machine designed for heavy cuts. Likewise, a tool designed for high-speed machining12 will underperform on an older, slower machine. Finally, your mission—are you trying to remove a massive amount of material as fast as possible (roughing), or are you trying to create a perfectly smooth and accurate surface (finishing)?
Let's look at a few examples of how we would match a tool to a job.
Application Matching Scenarios
| Mission | Material | Recommended Tool Specification |
|---|---|---|
| High-Efficiency Roughing | 4140 Pre-Hardened Steel (~32 HRC) | Grade: S-Class. Geometry: 4-flute, 38° helix, variable pitch13. Edge: Honed for strength. Coating: TiAlN. |
| High-Speed Finishing | 6061 Aluminum | Grade: K-Class (uncoated). Geometry: 3-flute, 45° helix, polished flutes. Edge: Razor-sharp. Coating: Uncoated or Diamond (DLC). |
| Hard Milling | D2 Tool Steel (62 HRC) | Grade: S-Class (Nanocrystalline). Geometry: 5 or 6-flute, 35° helix. Edge: Robust honing. Coating: TiSiN. |
As you can see, there is no single "best" end mill. The best tool is the one that is specifically engineered and selected for your unique combination of material, machine, and mission. This is the thinking that goes into every tool we design and recommend.
Conclusion
Choosing the right end mill isn't about the price. It's about understanding the technology inside the tool to maximize your productivity and profitability on the shop floor.
Explore the advantages of solid carbide end mills for improved performance and longevity in machining. ↩
Learn how different carbide grades impact tool life and machining efficiency. ↩
Discover how flute geometry influences cutting efficiency and surface finish. ↩
Understand the critical role of cutting edge design in tool longevity and effectiveness. ↩
Understand the key elements that contribute to the longevity of cutting tools. ↩
Explore the properties of tungsten carbide that make it ideal for cutting tools. ↩
Discover how helix angle affects cutting action and tool efficiency. ↩
Understand the impact of cutting forces on tool performance and workpiece quality. ↩
Understand the factors that lead to micro-chipping and how to prevent it. ↩
Explore techniques and tools for successfully machining hard materials. ↩
Explore the relationship between CNC machine capabilities and tool selection. ↩
Explore the advantages of high-speed machining for increased productivity. ↩
Discover how variable pitch designs enhance cutting efficiency and reduce vibration. ↩