
Choosing the wrong end mill1 can ruin your workpiece, break tools, and waste money. It’s frustrating when a job is delayed because a tool failed or left a poor finish.
To choose the right end mill1, you must match the tool to the job. Consider the material you are cutting, the type of operation (roughing or finishing2), and the required flute count3. Matching the end mill1's grade, coating, and geometry is key to optimal performance and tool life4.

In my years of running a tool manufacturing factory, I’ve seen it all. A simple mistake in tool selection5 can turn a profitable job into a loss. But the good news is, it's not as complicated as it seems. You just need to know what to look for. Let’s break down the most important factors, one by one, to help you make the right choice every time.
What Material Are You Cutting?
Using a steel-cutting end mill1 on aluminum creates a gummy mess and ruins your tool. This clogs the flutes, breaks the end mill1, and can scrap your expensive material.
For hard materials like steel, use a tough carbide grade6 with a coating like TiAlN. For soft materials like aluminum, you need a sharp, polished tool, often uncoated or with a special low-friction coating. Every material has an ideal tool partner for efficient machining.

The power of a carbide end mill1 comes from three things: its base material (matrix), its coating, and its shape (geometry). The material you're cutting determines the best combination of these three pillars.
The Matrix and Coating Combination
The matrix is the solid carbide itself. We classify it based on what it's best at cutting.
| ISO Class | Color Mark | Primary Use |
|---|---|---|
| P Class | Blue | Steels |
| M Class | Yellow | Steels and Cast Irons (General Purpose) |
| K Class | Red | Cast Iron, Non-Ferrous Metals (like Aluminum) |
| S Class | - | Heat-Resistant Alloys, Titanium, Hardened Steel |
For tough, work-hardening steels7 (HRC>45), the S-class is essential. It uses an ultrafine grain structure to be incredibly tough and resist chipping.
The coating is a micro-thin layer that acts like armor. For steel, TiAlN (Titanium Aluminum Nitride) is king. It gets harder as it gets hotter, protecting the tool during aggressive cutting. For aluminum or graphite, you might use a Diamond coating, but never use a diamond-coated tool on steel. The carbon in the coating reacts with the iron and destroys the tool instantly.
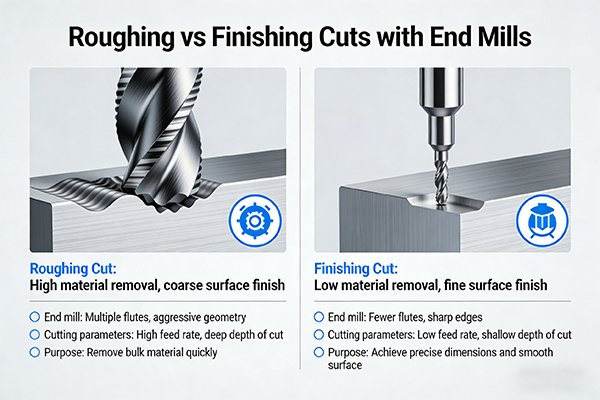
What Kind of Cut Are You Making?
You need to remove a lot of material fast, but your finishing tool can't handle the load. The tool chatters, snaps, or just wears out instantly, slowing the whole job.
For heavy roughing, use a tool built for strength, like an indexable end mill1 with rugged inserts or a solid carbide rougher. For finishing, you need a precise, sharp tool for a clean surface. The tool's basic design and geometry is what matters here.
The first decision is whether to use a solid tool or one with replaceable inserts. This choice often comes down to the operation you are performing.
Solid vs. Indexable End Mills
Indexable End Mills have a strong steel body and use small, replaceable carbide inserts. They are the champions of heavy roughing. Because the inserts are disposable, you don't worry about wearing out an expensive tool. You can just rotate or replace the insert and keep going. The inserts themselves come in different geometries, from "Rugged" types with strong edges for interrupted cuts to sharper types for smoother cutting.
Solid Carbide End Mills are made from a single piece of carbide. This makes them extremely stiff and precise. Their rigidity prevents vibration, allowing for beautiful surface finish8es and tight tolerances. This is your go-to tool for finishing passes, micro-machining9, and creating a high-gloss surface. High-quality solid end mill1s also have a special edge treatment (passivation) that micro-rounds the cutting edge to prevent chipping and dramatically extend tool life4.
| Tool Type | Best For | Key Advantage |
|---|---|---|
| Indexable End Mill | Heavy Roughing, Face Milling | Economical for high material removal |
| Solid Carbide End Mill | Finishing, Slotting, Profiling | Ultimate precision and surface finish8 |
How Many Flutes Do You Actually Need?
You bought a 4-flute end mill1, but it keeps getting clogged when cutting aluminum. This leads to chip welding, a terrible surface finish8, and a broken tool in seconds.
Fewer flutes (2-3) are better for soft materials like aluminum that create large chips, as they provide more evacuation space. More flutes (4 or more) are better for hard materials like steel, giving a smoother finish and greater tool strength.
The number of flutes on an end mill1 is a critical trade-off between chip evacuation10 and tool strength.
Flute Count and Chip Evacuation
Think of the space between the cutting edges (flutes) as channels for chips to escape.
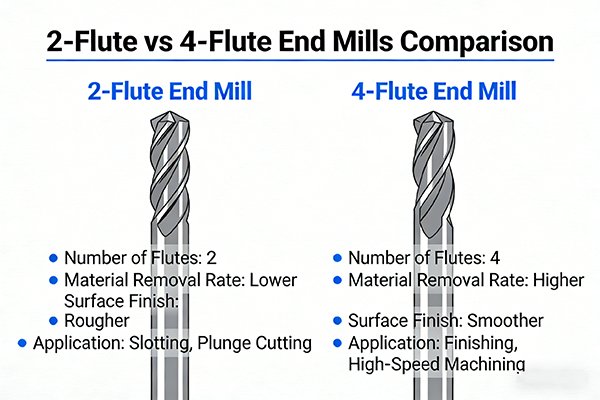
- 2-3 Flutes: These tools have huge, open channels. This is perfect for soft, gummy materials like aluminum that produce long, stringy chips. The large space prevents chips from packing together and clogging the tool. The downside is a weaker tool core.
- 4+ Flutes: These tools have more cutting edges and a stronger core. This makes them more stable and allows for faster feed rates in hard materials like steel, which produce small, manageable chips. More flutes engaging the material at once also results in a much smoother surface finish8.
The helix angle11—the angle of the flutes—also plays a part. A higher helix angle11 (like 40° or 45°) acts like an auger, actively pulling chips up and out of the cut. This is a huge advantage for deep pocketing and high-efficiency milling.
| Flute Count | Primary Material | Main Advantage |
|---|---|---|
| 2 Flutes | Aluminum, Plastics | Maximum chip evacuation10 |
| 3 Flutes | Aluminum, Steels | Good balance of chip room and finishing ability |
| 4+ Flutes | Steels, Hard Alloys | High strength and excellent surface finish8 |
So, What's the Best 'First' End Mill to Buy?
Starting a machine shop is expensive, and you can't buy every specialized tool at once. You worry about choosing the wrong starter tool and limiting the jobs you can take on.
A great first choice is a 4-flute, 35° helix, solid carbide end mill1 with a general-purpose TiAlN coating12. This "workhorse" tool is versatile enough to handle steels, stainless steels, and other materials.

If I had to recommend one tool to get a new shop off the ground, it would be a versatile workhorse that can handle a wide range of jobs. Let's break down why this specific combination works so well.
Deconstructing the "Workhorse" End Mill
- Why 4 Flutes? This is the sweet spot for versatility. It's strong enough to cut steel effectively but still has enough flute space to manage other materials in a pinch. It performs well in both slotting (cutting a channel) and profiling (cutting along the side).
- Why a 35° Helix? This is a standard, balanced angle. It provides good shearing action for a clean cut and helps with chip evacuation10 without creating excessive upward force on the part. It’s a true general-purpose geometry.
- Why a TiAlN Coating? As we discussed, this coating is a fantastic all-rounder. It excels in steels and stainless steels but performs adequately on many other materials. Its heat resistance allows you to run at higher speeds, making your shop more productive from day one.
- Why Solid Carbide? For a new shop doing a mix of jobs, a solid carbide tool offers the best blend of precision, rigidity, and finishing capability.
While this tool will get you far, remember that building a collection of specialized tools is the real key to maximizing efficiency and profit. At NV-Tool, we provide a full range to grow with you.
Conclusion
Choosing the right end mill1 is simple when you match the tool to the material and the operation. Start with a versatile workhorse and build your specialized toolkit from there.
Explore this link to understand the different types of end mills and their applications in CNC machining. ↩
Understand the distinctions between roughing and finishing operations to choose the right tools. ↩
Discover how the number of flutes on an end mill influences cutting efficiency and surface finish. ↩
Discover tips and techniques to maximize the lifespan of your end mills. ↩
Discover the key factors to consider when selecting tools for machining operations. ↩
Learn about various carbide grades and how they affect tool performance and longevity. ↩
Learn about work-hardening steels and the best practices for machining them effectively. ↩
Learn about the various factors that influence surface finish quality in machining operations. ↩
Explore the world of micro-machining and the tools best suited for precision tasks. ↩
Explore the significance of chip evacuation in preventing tool damage and ensuring smooth operations. ↩
Find out how the helix angle influences cutting action and chip removal in milling. ↩
Find out why TiAlN coating is favored for its heat resistance and durability in machining. ↩